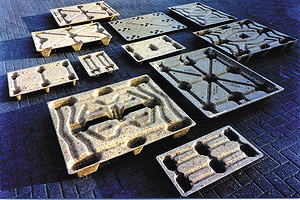
Древесностружечные поддоны «Верцалит»
Торговые и транспортные предприятия многих стран мира уже успели привыкнуть к удобным фасонным транспортным поддонам из древесной стружки, разработанным немецкой фирмой «Верцалит» из Оберстенфельда. Древесностружечные поддоны «Верцалит» стали очень выгодной альтернативой традиционным транспортным поддонам из массивной древесины.
Новинка для российского рынка
В пользу транспортных поддонов из древесной стружки говорит прежде всего тот факт, что согласно принятым в последнее время международным правилам транспортировки грузов (Guidelines for Regulating Wood Packaging Material in International Trade) в качестве упаковки и вспомогательных средств разрешается использовать только те древесные материалы, которые надежно защищены от пестицидов, вредителей и паразитов. Международные правила уже действуют в странах ЕС, Швейцарии, США, Индии, Канаде, ЮАР, Турции, Южной Корее, Египте, Аргентине, Чили, Перу, Колумбии, Мексике и на Филиппинах. Скоро их введут также в Японии и Тайване.
В соответствии с новыми правилами изделия, изготовленные из массивной древесины и используемые при упаковке и транспортировке товара, должны обязательно проходить химическую или тепловую санитарную обработку. При этом древесностружечные поддоны освобождены от прохождения подобной процедуры, поскольку сам процесс их изготовления за счет воздействия давления и высокой температуры уже обеспечивает необходимую защиту.
По сравнению с традиционными транспортными поддонами из массивной древесины, древесностружечные поддоны «Верцалит» имеют большие преимущества:
- стандартизированные размеры, свойства и качество продукции;
- гомогенность структуры;
- высокую прочность;
- устойчивость формы и размеров;
- возможность адаптации формы и конструкции к индивидуальным требованиям заказчика;
- возможность варьировать вес, использовать с расчетом на различные нагрузки;
- отсутствие инородных включений, например гвоздей, шурупов и других крепежных деталей, которые при продолжительном использовании ослабевают;
- минимальную вероятность травматизма при работе, исключены занозы;
- компактность и удобство при хранении и транспортировке (сложенные в штабели поддоны занимают в 4 раза меньше места, чем при хранении традиционных поддонов);
- закрытую сухую поверхность и низкое содержание влаги, что препятствует появлению насекомых;
- простоту упаковки: идеальная форма для обвязки и обертывания;
- и, наконец, в отличие от традиционных поддоны «Верцалит» четырехсторонние.
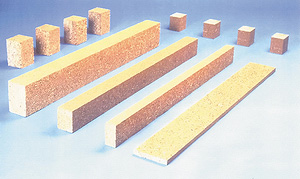
Однако самое важное и бесспорное преимущество древесностружечных поддонов и подставок-брусков − их низкая себестоимость, ведь в качестве сырья могут использоваться различные древесные отходы, в том числе отходы лесопиления и фанерного производства, древесное сырье от вторичной переработки. Уже по этой причине изготовление древесностружечных поддонов экономически выгодно.
Многие производства (например, фанерные заводы), в результате деятельности которых остается большое количество древесных отходов, получают прекрасный шанс перерабатывать их с выгодой для себя, вместо того чтобы тратить деньги на утилизацию. Для таких предприятий инвестиции в производство древесностружечных поддонов наиболее разумны.
В настоящее время производство древесностружечных поддонов по технологии «Верцалит» существует в Германии (фирмы «Кленк» и «Прессвуд», общая мощность − около 5 млн штук), Нидерландах (фирма «Прессвуд», приблизительно 4 млн штук), США (фирма «Инка», примерно 2,5 млн штук) и Южной Корее (фирма «Игон», примерно 0,6 млн штук). Общая производственная мощность линий по выпуску древесностружечных поддонов «Верцалит» составляет приблизительно 12 млн штук в год, и это число постоянно растет.
В Китае и Сингапуре существуют похожие производства, принадлежащие компании Lian Hup Timber, которые выпускают из древесной стружки отдельные компоненты для поддонов: дистанционные колодки, продольные опорные планки, а также древесностружечный брус. Эта продукция известна в мире под брендом Werzalit Timber.
С недавнего времени оборудование для производства древесностружечных поддонов «Верцалит», а также брусков-подставок предлагается «из одних рук» как комплектная производственная линия. Это стало возможным благодаря тому, что немецкая машиностроительная компания «Диффенбахер» из Эппингена заключила соответствующий договор о кооперации с фирмой «Верцалит».
В соответствии с договором «Диффенбахер» предлагает к поставке комплектные технологические линии для производства данной продукции, включая монтаж, ввод оборудования в эксплуатацию, а также послепродажное техническое обслуживание, а «Верцалит» предоставляет покупателю технологическое ноу-хау на данное оборудование.
Линия по производству древесностружечных поддонов − это оборудование для производственных участков приготовления и подготовки стружки, сушки, клееприготовления, формовки, гидравлического пресса, штабелирования готовой продукции, а также инструментальное оснащение пресса и участок выработки тепловой энергии.
Причем большую часть оборудования технологической линии «Диффенбахер» изготавливает либо на собственных предприятиях, либо на предприятиях своих дочерних фирм. Оборудование участка сушки предоставляется фирмой «Шенкманн и Пиль», энергетическая станция − фирмой «Интек». Инструментальное оснащение пресса изготавливается на заводе дочернего предприятия Karle&Jung в Дурмерсхайме. За клееприготовление, системы насыпки и гидравлический пресс отвечает головное предприятие.

Секрет фирмы
В этой части статьи попробуем описать технологии изготовления древесностружечных поддонов «Верцалит».
Начинается весь процесс с того, что древесное сырье с помощью крана или фронтального погрузчика подается в приемную воронку рубительной машины. Гидравлическое устройство направляет его на вращающийся ножевой диск, который преобразует древесный материал в мелкие куски и щепу. Вырабатываемая таким образом щепа падает через сито на ленточный транспортер с резиновой лентой. Находящийся над ленточным транспортером магнит удаляет из движущегося потока материала металлические включения. Затем полученная щепа по скребковому цепному транспортеру передается на открытый склад.
Открытый склад щепы выполняет роль буферной зоны и обеспечивает равномерное снабжение производственного процесса сырьевым материалом.
Подающий цепной транспортер находится над складом. Материал просыпается вниз через шиберные отверстия и затем через разгрузочные шахты попадает на системы подвижных полов склада, которые подают щепу со склада через заднюю стенку на следующий цепной транспортер, задача которого − доставить щепу на мельничный размельчитель.
Мельничный размельчитель молоткового типа со встроенным отделителем металла и гравитационным сепаратором удаляет из потока материала металлические включения и тяжелые частицы и перерабатывает щепу в стружку.
Подаваемая сверху щепа падает с цепного транспортера на вибролоток с интегрированной сеткой. Там непригодный материал мелких фракций отсортировывается. На выходе с вибролотка расположен магнитный барабан, задача которого − удаление из потока материала металлических включений. Затем щепа проходит через сепаратор гравитационного типа: с помощью регулируемого потока воздуха из материала удаляются тяжелые частицы (камни, куски, сгустки и т.п.). Только после этого щепа попадает в мельничный размельчитель, где с помощью вращающихся стальных молотилок она перерабатывается в стружку.
Полученную стружку, естественно, необходимо высушить. После разгрузки с мельничного размельчителя скребковый цепной транспортер подает ее вверх для загрузки сушилки. Непрерывное передвижение стружки по сушилке осуществляется с помощью вращающегося пучка трубок. Греющие трубки соединены с контуром горячей воды, поддерживающим ее температуру в заданных параметрах. Движение пучка трубок обеспечивает постоянный контакт подаваемой стружки с горячей поверхностью трубок. Высушенная до заданного показателя содержания влажности (около 2%) стружка на выходе из сушилки попадает на шнековый транспортер для разгрузки, который подает ее дальше на сортировочную машину. Данный транспортер оснащен реверсным механизмом и необходимыми устройствами пожарной безопасности для предотвращения возгорания стружки. Набравший влагу отработанный воздух от сушилки отсасывается вентилятором и направляется в циклон для отделения воздуха от древесной пыли.

Далее высушенная стружка направляется на сортировочную машину, задача которой состоит в сортировке стружечного материала после сушки и удаления из него стружки, непригодной для изготовления древесностружечных поддонов. Подача сухой стружки после сушилки на сортировку происходит с помощью загрузочного шнекового транспортера. Стружка падает сверху на наклонные вибрирующие сита. Сито конической формы постоянно совершает колебательные движения. Некондиционный стружечный материал просыпается через сетку. Доброкачественный − попадает на последующий скребковый цепной транспортер, который подает его к бункеру сухой стружки.
Бункер сухой стружки выполняет роль буферной зоны после сушилки для обеспечения непрерывной подачи сухого стружечного материала на последующие производственные участки. Подача сухой стружки к верхней загрузочной части бункера осуществляется с помощью лоткового цепного транспортера.
Находящаяся внутри бункера система датчиков уровня заполнения своевременно подает предупреждающий сигнал в тех случаях, когда в бункере либо слишком мало, либо слишком много стружки. В днище бункера находится разгрузочный шнековый транспортер, задача которого − обеспечить разгрузку бункера и передать сухую стружку на последующий скребковый цепной транспортер. Данный цепной транспортер подает стружечный материал в дозировочную емкость перед смесителем.
Клеевой смеситель служит для смешивания сухого стружечного материала с клеем и отвердителем. Загрузка дозировочной емкости осуществляется с помощью скребкового цепного транспортера. Из нее сухая стружка по дозировочному ленточному транспортеру поступательно подается в камеру смешивания. Туда же в зависимости от количества подаваемой сухой стружки система дозировки клеевых компонентов непрерывно подает соответствующее количество клея и отвердителя.
Находящийся в смесителе стружечный материал равномерно перемешивается, одновременно подвергаясь осмолению. После того как сухая осмоленная стружка выходит из смесительной машины, она попадает на следующий скребковый транспортер, который подает готовый стружечный материал на систему загрузки пресса.
Через систему загрузки пресса (по аналогии с производством ДСП − формирующая станция) осмоленный стружечный материал подается в инструментальную зону пресса. Формирующая станция состоит главным образом из дозировочных емкостей и систем заполнения и загрузки, включая устройства загрузки и выгрузки поддонов. Дозировочная емкость заполняется осмоленным стружечным материалом с помощью скребкового цепного транспортера, который подает его дальше на систему заполнения. Сис-тема заполнения и загрузки установлена на специальных направляющих и приводится в движение с помощью приводного механизма. Устройство удаления поддонов находится над системой заполнения.
Система заполнения и загрузки имеет два основных положения: 1) когда она находится непосредственно под дозировочной емкостью, она заполняется определенным количеством стружечного материала; 2) когда она находится в прессе, стружечный материал поступает на инструментальное оснащение пресса.
В прессе и происходит превращение осмоленной стружки в древесностружечный поддон заданных размеров и формы. Система заполнения и загрузки подает осмоленную стружку в нижнюю часть пресса, где находится соответствующее инструментальное оснащение, состоящее из двух частей. Обе части обогреваются. Толкатель пресса, подавая верхнюю часть инструментального оснащения вниз, нагнетает давление на стружечный материал до определенного значения. В течение нескольких секунд достигнутое давление поддерживается на заданном уровне, затем снова происходит его сброс. После этого толкатель, находящийся в нижней части инструментального оснащения пресса, выбрасывает готовый древесностружечный поддон. Система заполнения и загрузки въезжает в пресс. Разгрузочное устройство захватывает поддон.
Фасонные древесностружечные поддоны могут изготавливаться с расчетом на различную нагрузку. При этом вес поддонов может варьироваться, в то время как размеры остаются неизменными. Тем самым обеспечивается экономически выгодная и очень конкурентоспособная цена.
Готовые древесностружечные поддоны укладываются в штабели устройством штабелирования. Как только штабель достигает определенной заданной высоты, толкатель выталкивает его из зоны формирования штабеля, откуда готовый штабель древесностружечных поддонов увозится на склад готовой продукции с помощью вилочного погрузчика или ручной подъемной тележки.
В объем поставки обязательно должен входить комплект электрооборудования, который обеспечивает управление и автоматизацию указанных в спецификации производственных участков и оборудования в соответствии с приведенным перечнем основных функций.
Качество и свойства готовой продукции проверяются специальными контрольными приборами. Готовые поддоны тестируются выборочным путем на устройстве контроля поддонов. Проверяется главным образом их прочность на изгиб. Поступающие сырьевые материалы (например, клей-сырец, отвердитель и т.д.) также проверяются на качество.
Древесная пыль, стружка слишком мелкой фракции, непригодная по своим характеристикам для изготовления древесностружечных поддонов, отсасывается из потока доброкачественного материала. Устройства вытяжной вентиляции установлены во многих местах технологической линии. Наиболее важные места, с точки зрения вытяжной вентиляции, − участки мельничного размельчителя и сортировочная машина.
Компрессорная установка снабжает производственную линию (прежде всего участок изготовления поддонов) необходимым сжатым воздухом. Она представляет собой винтовой компрессор, рассчитанный на длительный непрерывный режим работы. Вырабатываемый сжатый воздух охлаждается, очищается и собирается в специальной емкости.
Для производственного процесса необходима тепловая энергия, а значит, и соответствующая энергетическая установка. В качестве теплоносителя используется горячая вода. Котел для получения горячей воды нагревается за счет сжигания древесной пыли и древесных отходов производства в виде стружки слишком мелкой фракции, которая по своим параметрам не подходит для изготовления древесностружечных поддонов. Если этого древесного материала оказывается недостаточно, котел может также нагреваться с помощью природного газа. Потребляют вырабатываемое на энергетической станции тепло прежде всего сушилка и контуры нагрева инструментального оснащения пресса.
Как правило, технологические линии для выпуска формовочных (фасонных) изделий из древесных материалов (Dieffenbacher Formwood) работают в непрерывном круглосуточном цикле при трехсменном режиме.
Виктор СТРАТАНОВСКИЙ, московское бюро «Диффенбахер»









