Оцениваем инструмент. Продолжение
Шипорезные мини-фрезы: качество зависит от каждой детали
В течение всего прошлого года мы предлагали вниманию читателей публикации из цикла «Оцениваем инструмент». В них авторитетные специалисты западногерманских компаний AKE, JSO, Leitz, Leuco, Previ, входящие в Союз немецких машиностроителей (VDMA), предлагали свои рекомендации по определению качества деревообрабатывающего инструмента, делились опытом его выбора и определения оптимальных режимов эксплуатации. Эти статьи вызвали живой интерес у наших читателей, и редакция решила продолжить цикл.

Известный пример применения в строительстве клееного бруса, изготовленного с использованием зубчато-клиновидного шипового соединения: самый большой в мире стул перед одним из супермаркетов в Нюрнберге (Германия)
Шипорезные мини-фрезы бывают разными по функциональности и качеству изготовления. Часто дешевое изделие внешне и не отличить от изделия премиум-класса, но по качеству они могут разниться как небо и земля. Это отличие проявляется, как правило, в качестве изготовления деталей инструмента и других «мелочах». Если знать, на что при покупке нужно обратить внимание, чтобы выбрать высококачественную шипорезную мини-фрезу, можно сохранить немало нервов и денег. Ведь неудовлетворительное качество фрезерования, короткий срок эксплуатации инструмента и рост затрат на ремонт из-за проблем, связанных с уходом и наладкой, − это лишь малая часть возможных последствий неверного выбора изделия. Только с новыми высококачественными инструментами (при их правильной эксплуатации и обслуживании) можно достичь наилучшего результата на операции фрезерования и в полной мере использовать экономический потенциал шипорезной мини-фрезы на протяжении всего времени ее эксплуатации.
Шипорезные мини-фрезы − это, по сути, фрезеровочные инструменты, применяемые преимущественно как инструменты с твердыми вставками (так называемые комбинированные инструменты), а частично также как вариант ножевой головки. Сфера применения строительных изделий, изготовленных с использованием зубчато-шипового соединения, очень широкая: от производства оконного бруса и щитов из массивной древесины до изготовления многослойного клееного щита (BSP) и конструктивной массивной древесины (KVH). Даже из древесины качества класса «B» и «C», используя зубчато-шиповые соединения, можно создать высококачественные изделия, ведь таким способом удается собирать в единое целое наилучшие части исходного материала.
В основном различают четыре вида шипорезных мини-фрез:
- оборудованные твердыми вставками шипорезные мини-фрезы (так называемые комбинированные инструменты), которые в быту часто называют также шипорезными блок-фрезами;
- кругообразные шипорезные мини-фрезы, так называемые дисковые шипорезные фрезы;
- шипорезные ножевые мини-головки;
- системы из шипорезной ножевых мини-головок, составленные из отдельных дисковых ножей.
В соединениях зубчато-клиновыми шипами различают несущие строительные конструкции по DIN 1052 (группа I) и ненесущие строительные конструкции по DIN 1052 (группа II). Главным их отличием является зазор на зубчатом шипе. После сжатия несущие строительные конструкции должны иметь в шиповом соединении определенный зазор и характеризоваться определенной прочностью на сгиб. В ненесущих строительных конструкциях шиповое соединение может быть закрытым (например, в оконном брусе, щитах из массивной древесины, ступеньках и т. п.). Шипорезные мини-фрезы используют в каждом конкретном случае разные − согласно особенностям соединения и требованиям клиента.

Дискообразные шипорезные мини-фрезы − так называемые дисковые шипорезные фрезы
Основной корпус
Материалом для изготовления основного корпуса является высокопрочная инструментальная сталь. Усилие резания и нагрузка на шипорезные мини-фрезы особенно высокие в установках для продольного шипового клеевого сращивания. Требования к технике безопасности регулируются европейским нормативом DIN EN847.
Точность изготовления втулки и отверстия
В шипорезных мини-фрезах первостепенное значение имеет допуск втулки. Клиенты преимущественно применяют шипорезные мини-фрезы как набор инструментов. Количество фрез при этом зависит от толщины заготовки, которую сращивают зубчато-шиповым соединением. Необходимость ставить в станке одну над другой десять и больше шипорезных мини-фрез особенно часто возникает в процессе изготовления вертикального шипового соединения многослойного клееного щита и конструктивной массивной древесины. Чтобы поле допуска было в пределах микрометров, в высококачественных изделиях втулку всегда шлифуют. Если допуск втулки великоват (например, когда ее лишь выточили), то при монтаже фрез это может привести к добавлению допусков и в конце концов к ошибке шага. В наихудшем случае следствием станет повреждение клеенаносимой гребенки на станке. В дисковых шипорезных мини-фрезах толщина основного корпуса соответствует шагу шипового профиля. Особенно высокие требования, кроме соблюдения допуска толщины, предъявляются к «одинаковости», проще говоря, к управлению толщиной.

Шипорезная ножевая мини-головка
Другой предпосылкой безупречного функционирования шипорезных мини-фрез, имеющей решающее значение для качества фрезерования, является точность отверстия. Качество балансировки в силу действия фактора эксцентричности зависит и от отверстий. Делать их нужно по меньшей мере с допуском H7, чтобы минимизировать колебания между хвостовиком и отверстием. Сбалансированные инструменты можно визуально распознать по балансировочным отверстиям. Если их нет, то инструмент не сбалансирован. Это обнаружится позднее, когда при эксплуатации установки для шипового клеевого сращивания появится неприятное «визжание». Несбалансированность инструмента существенно сокращает срок эксплуатации подшипников.
Точность профиля и подготовка резца

Система из шипорезной ножевой мини-головки, сконструированная из отдельных дисковых ножей
В соответствии с длиной шипа согласно DIN 68140−1 регламентируется мини-профиль шипа. Соблюдение этих параметров имеет решающее значение для получения оптимального шипового соединения с высокой точностью пригонки и соответствующей прочностью. Несоблюдение точных параметров затачивания, кроме всего прочего, может привести к погрешности шага. Вследствие неправильного затачивания угла с одного или двух сторон изменяется мини-профиль шипа, что отрицательно влияет на его прочность.
Надежное паяльное соединение
В шипорезных мини-фрезах с твердыми вставками соответствующую прочность соединения между резцом (изготовленным с HS или HW) и основным корпусом обеспечивает специальный твердый припой. Решающее значение имеет то, являются ли постоянными температура паяния и время смачивания, подлежат ли они непрерывному контролю. Лишь так можно достичь надежного паяльного соединения. Если фазы нагревания не подконтрольны или на смачивание каждый раз тратится разное время, это может отрицательно повлиять как на степень прочности резца, так и на паяльное соединение и проявиться, например, в виде образования дырок, что приводит к термическим повреждениям резца, а значит, к снижению производительности шипорезной мини-фрезы.
О выборе материала резца

Шиповое соединение с зазором на зубчатом шипе для несущей строительной конструкции
Шипорезные мини-фрезы, изготовленные из HS, применяют преимущественно для мягких пород дерева, а шипорезные мини-фрезы, изготовленные из HW, − прежде всего для твердых и экзотических пород. В последнем случае пригодны лишь высококачественные твердые сплавы с соответствующей вязкостью, поскольку вследствие естественных свойств древесины резец подпадает под действие поперечных сил и, если твердый сплав будет весьма хрупким, это может привести к поломке инструмента.
Чтобы преодолеть противоречия, возникающие между стремлением к продолжительному сроку эксплуатации и одновременно к высокой эластичности, за счет которой сильно снижается риск поломки, в зависимости от ситуации используют определенные твердые покрытия. Если использование HS для изготовления резца обеспечивает эластичность, продолжительность эксплуатации увеличивают, нанося твердое покрытие, поскольку оно повышает твердость режущей кромки и она не так быстро изнашивается. Благодаря беспрерывной работе по усовершенствованию твердых покрытий, для каждого конкретного случая подобран соответствующий вид покрытия.

Шиповое соединение без зазора на зубчатом шипе для ненесущей строительной конструкции
Резец дисковой шипорезной фрезы изготовляют из твердого сплава. Чтобы достичь высочайшей стойкости, выраженной длиной резания, недостаточно лишь высокого качества затачивания − на соответствующем уровне, помимо всего прочего, важным является и качество материала резца. При этом в каждом отдельном случае должен использоваться инструмент, изготовленный из оптимально подходящего вида твердого сплава. Так, для шипового соединения мягких, твердых и экзотических пород древесины необходимы инструменты, изготовленные из твердых сплавов с разными качественными показателями.
К сожалению, клиенты не могут сделать вывод о качестве материала резца на основании визуальной оценки. Лишь под электронным растровым микроскопом видно, в чем причина низкого качества отдельных твердых сплавов.
На рис. 7 показан один такой случай. На профессиональном языке подобное называется «образование так называемой „эта-фазы“». При этом может серьезно снизиться и прочность на сгиб − почти до половины обычного значения. Возрастает пористость, из-за чего ухудшаются механические свойства твердого сплава. На практике это приводит к снижению стойкости, выражающейся в меньшей длине резания, в худшем случае резцы ломаются.
Нужны уход и ремонт
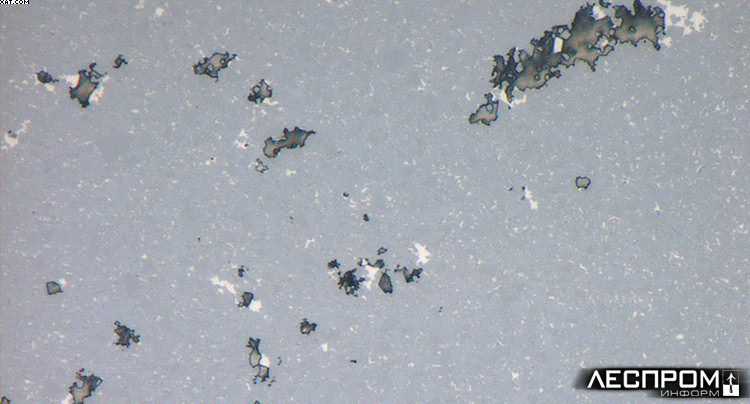
«Эта-фаза» под электронным растровым микроскопом

Фаза затупления
Обычными признаками затупления шипорезных мини-фрез являются чрезмерно ворсистая, с вырывами поверхность обрабатываемой детали, а также расщепление соединения или расширение древесины на верхушке шипа. Признаки притупления шипорезных мини-фрез видны невооруженным глазом. Двигатель, от которого работают тупые фрезы, потребляет больше энергии.
Шипорезные мини-фрезы целесообразно использовать прежде всего потому, что их можно очень часто затачивать, если, конечно, это делать правильно и со знанием дела. Шипорезные мини-фрезы, изготовленные из HS или HW, с наступлением фазы притупления можно затачивать от 25 до 40 раз. Для дисковых шипорезных фрез количество возможных перезатачиваний составляет 10−15.
Андреас ВУДИ,
ООО «Leuco Ledermann и Ко» КТ









