Новинки от фирмы «Минда» – всегда свежие решения
Новые системы прессов для экономичного производства слоисто-прессованной древесины с перекрестным направлением волокон (BSP, X-Lam (CLT, перекрестно-клееные панели))
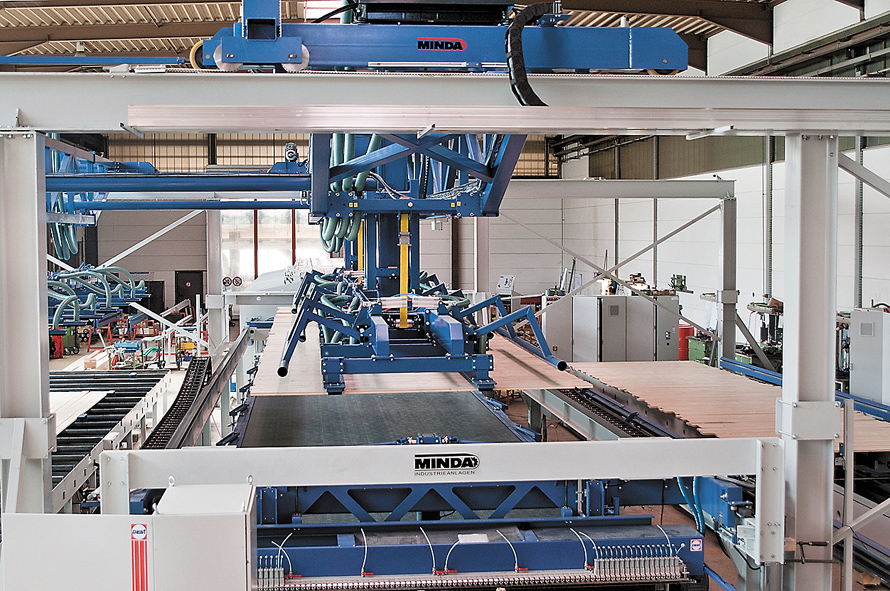
Рис. 1. Укладка поперечных слоев на модельный транспортер
На протяжении нескольких десятилетий фирма Minda является ведущим разработчиком прессового оборудования для производства многослойной клееной древесины. Первые автоматические гидравлические прессы были выпущены 30 лет назад. В последние годы компанией Minda на рынке были представлены многочисленные новые разработки и модернизированное оборудование для технологии прессования, в том числе полностью автоматизированный арочный пресс и пресс для балок типа кильштег.
Самая свежая новинка от Minda − гидравлическая прессовая установка для производства слоисто-прессованной древесины с перекрестным направлением волокон.
Пресс
Центральным звеном комплекса по производству слоисто-прессованной древесины является пресс, в основе которого гидравлическая система. Она позволяет при точной регулировке и контроле развивать большие прессовые усилия с малыми затратами энергии.
При изготовлении изделий максимального формата пресс фирмы Minda способен создавать давление 0,8 Н/мм2. Это давление, которое при ширине пресса до 3,4 м соответствует нагрузке 272 т/м, передается чрезвычайно устойчивому порталу, изготовленному из толстой листовой стали. Посредством прижимных плит большой площади это усилие передается на пакет древесины, который уложен на стол пресса.

Рис. 2. Выход элемента из слоисто-прессованной древесины из пресса
Изготавливаемая плита из слоисто-прессованной древесины может иметь любую длину и ширину, конструкция пресса не задает жесткой модульной сетки.
Обычно изготавливают плиты с такими параметрами: длина − от 6 до 18 м, ширина − от 2,2 до 3,4 м.
В качестве опции поставляются гидравлические выравниватели для бокового уплотнения продольных слоев и для уплотнения поперечных слоев в продольном направлении.
Загрузка пресса выполняется при помощи тяжелого модульного ленточного транспортера, который проходит через пресс в продольном направлении. Преимуществом этой системы является очень быстрая загрузка; одновременно с удалением с рабочего стола готовых спрессованных элементов в пресс подается новый элемент. Гладкая и ровная поверхность модульного ленточного транспортера обеспечивает мягкую, без переходов транспортировку пакетов. Техническое обслуживание и чистка этой транспортной системы осуществляются очень просто, у фирмы Minda имеется накопленный за десятилетия положительный опыт эксплуатации таких транспортеров.
Сочетание мощного портала для укладки поперечных и продольных слоев и быстродействующего клеенаносящего устройства на передвижном мосту системы Minda дает возможность в течение 10 мин загрузить в пресс заготовку, в которой количество слоев может достигать девяти. Такая рабочая схема позволяет использовать быстродействующие клеенаносящие системы, в результате чего обеспечивается очень высокая производительность.
Производственные концепции
Комплекс по производству слоисто-прессованной древесины должен решать разнообразные задачи. Вначале подготавливают нужное количество ламелей подходящего размера и качества для формирования отдельных поперечных и продольных слоев. Затем эти ламели укладывают в соответствующие слои. Первый слой укладывается на раскладочный стол и там с помощью клеенаносящего станка равномерно покрывается точно отмеренным количеством клея. Затем укладывается второй слой, и на него точно так же наносится клей, − и так до тех пор, пока не будет сформирован весь пакет, количество слоев которого может доходить до девяти. Теперь этот пакет необходимо как можно скорее загрузить в пресс, спрессовать под заданным давлением в течение установленного времени и выгрузить из пресса. Далее склеенный пакет обрезается на портальной фрезерной установке, в нем вырезают оконные проемы и скосы. Для выполнения этой операции фирма Minda может предложить три варианта технологии производства, которые в ходе адаптации к конкретным условиям производства и с учетом пожеланий заказчиков могут быть модернизированы.
Прямая укладка поперечных и продольных слоев
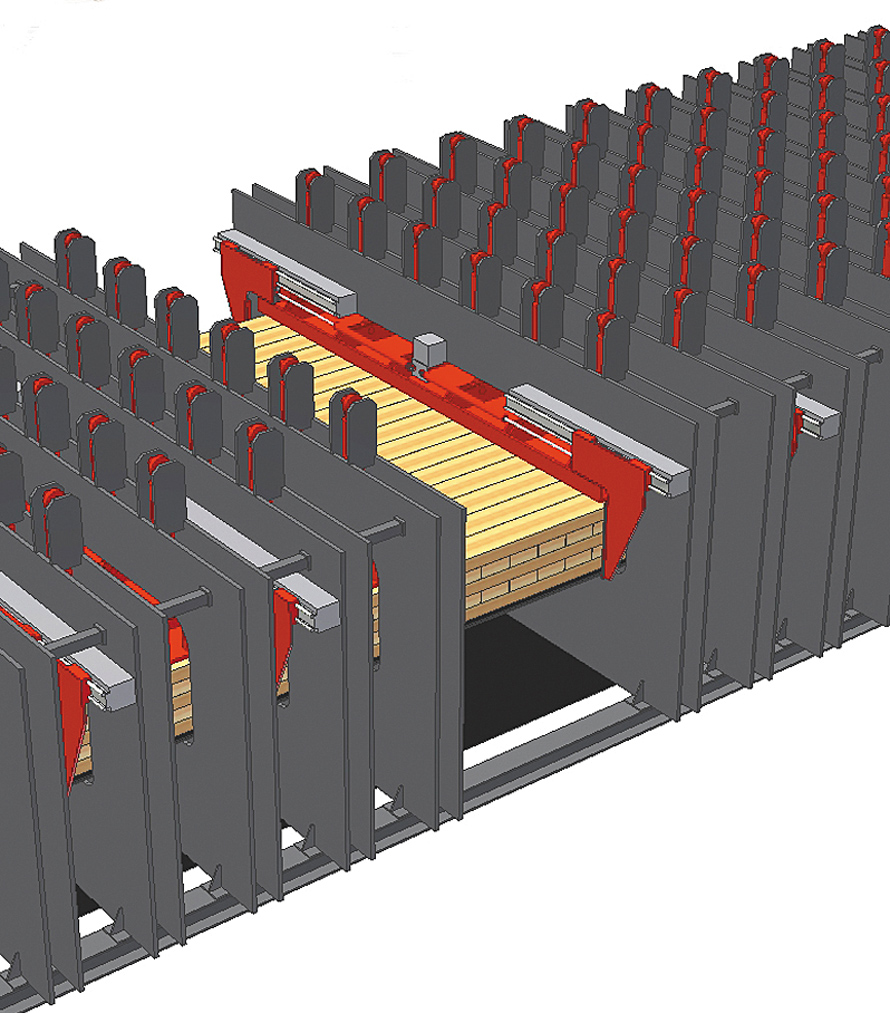
Рис. 3. Гидравлический выравниватель для бокового уплотнения продольных и поперечных слоев
По этой технологии ламели поперечных и продольных слоев укладываются с нанесением на них клея прямо на укладочный стол. Продольные слои вначале сжимаются с боков и уплотнятся специальными боковыми выравнивателями; поперечные слои также предварительно сжимаются на отдельном устройстве и в таком виде укладываются на стол. В результате ликвидируются почти все промежутки и пазы между отдельными досками. Эти предварительно уплотненные слои загружаются в пресс, и перед приложением главного усилия прессования наружные продольные и поперечные слои еще раз сжимаются гидравлическими прижимами, развивающими большие усилия.
Такой вариант установки отличается экономичностью и компактностью конструкции, а также гибкими эксплуатационными возможностями.
Заготовки из однослойных плит
По этой технологии ламели поперечных и продольных слоев перед укладыванием и нанесением клея вначале подаются в установку боковой склейки, где спрессовываются в однослойные плиты. В результате требуются существенные затраты на оборудование для нанесения клея на боковые стороны ламелей длиной до 18 м и дополнительное место в цехе для временного хранения этих плит. Достоинство этой технологии − боковая склейка герметизирует все боковые швы. Кроме того, такие плиты легче укладывать и подавать в пресс. Возможен и технологический вариант, когда в процессе используются и короткие плиты. Но такие плиты приходится наращивать до стандартной длины путем генерального сращивания на зубчатый торец.
Скосы и проемы
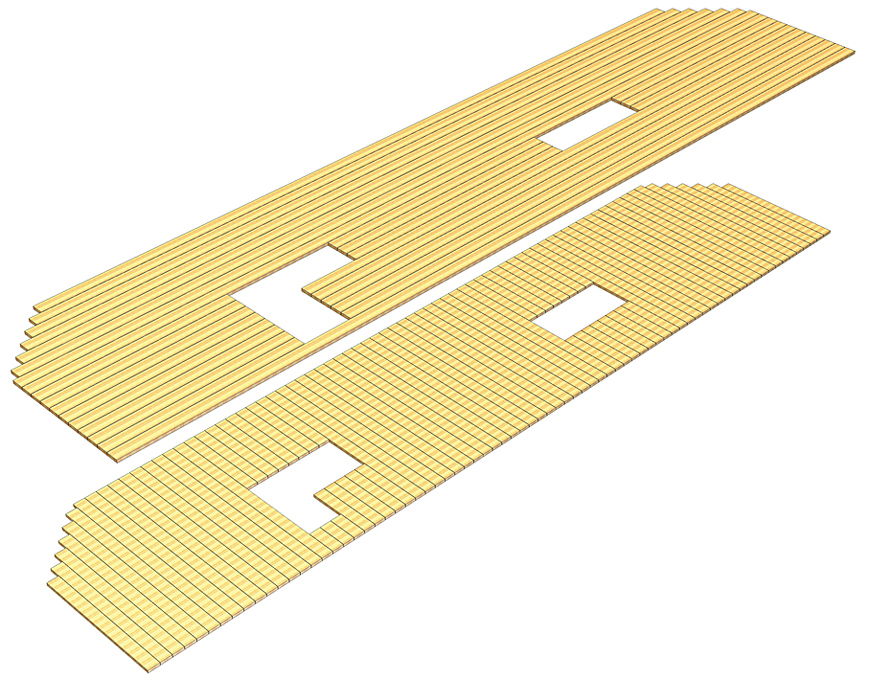
Рис. 4. Укладка досок с учетом последующего формирования проемов
Из элементов слоисто-прессованной древесины на портальных фрезерных установках изготавливаются стеновые панели. При этом из заготовок вырезаются оконные и дверные проемы и скосы. Такие отходы могут составлять более 30% от первоначального объема заготовок.
Для того чтобы избежать этих затрат, продольные и поперечные слои должны быть подготовлены к сборке в плиты уже с учетом проемов и скосов (рис. 4). С этой целью управляющий компьютер производственного комплекса должен отправить на линию сращивания запрос на подачу соответствующих ламелей нужной длины в соответствующей последовательности. Перед прессовкой с боков эти ламели с помощью «интеллектуальной системы транспортировки» должны быть перемещены в определенное положение. Затем плиты обрабатываются согласно описанной выше технологии и на портальной фрезерной установке обрезаются их края, подравниваются проемы.
Minda Industrieanlagen GmbHD
32423 Minden (Germany)
Tel. (+49)-571-3997-0
Fax. (+49)-571-3997-105
E-mail: info@minda.de
Представительство в России
Тел. (495) 510-81-00
Факс (495) 397-20-45
E-mail: minda-mashinen@bk.ru
www.minda.ru









