Экономичное окно в Европу
Для того чтобы производить высококачественную продукцию, особенно такие сложные изделия, как евроокна, необходимо иметь хороший инструмент. Как правило, для производства евроокон предлагают достаточно сложные и дорогие инструментальные системы. Такие системы оправдывают себя в том случае, если предприятие выпускает достаточно большое количество окон. Если же речь идет о небольшом производстве − пять-шесть оконных блоков в смену, то в этом случае целесообразно покупать так называемый экономкомплект. Что такое инструмент экономичного класса, рассказывает технический директор компании «Тул Лэнд» Антон Смирнов.

Рис. 1
Экономичный комплект − это набор фрез. Фрезы, как конструктор, собираются в гарнитуру для обработки соответствующего профиля. Для того чтобы получить оконный блок, необходимо обработать 18 различных профилей: 15 основных профилей и 3 дополнительных. Дополнительные профили − это обгонка коробки по наружному контуру и обработка бруска для заполнения балконной двери. Таким образом, для изготовления одного оконного блока инструментом экономичного класса необходимо собрать и, соответственно, разобрать 18 комбинаций инструмента (рис. 1).
Самый простой комплект такого оборудования состоит из 20 основных фрез и 6 дополнительных. Дополнительными фрезами (их не всегда покупают, с тем чтобы уменьшить затраты на инструмент) обрабатывают три дополнительных профиля: монтажные пазы, нижний горизонтальный брусок коробки по наружному контуру (для установки на подоконную доску), а также брусок для заполнения балконной двери. То есть полный экономкомплект состоит из 26 фрез. Понятно, что такой инструмент дешевле инструмента, который смонтирован во фрезерные гарнитуры в 2,5–3,0 раза. Производительность при использовании подобного оборудования невысокая, но именно такой инструмент необходим на небольшом слесарном участке, где производство окон, как правило, не является основным видом производственной деятельности.
Инструментом экономкласса, как правило, производят оконные блоки с упрощенным профилем (рис. 2, 3).
Оконные блоки инструментом экономкласса производят на вертикальных фрезерных станках отечественного или импортного производства. Такие станки стоят не очень дорого и при условии использования инструмента высокого качества позволяют получать высококачественную продукцию.
Для того чтобы понять, как работать экономичным комплектом, рассмотрим обработку трех профилей:
- Для обработки проушин брусков створки задействованы инструменты № 2 и 4. Эти инструменты собираются на втулку. Между фрезами устанавливаются дистанционные кольца согласно чертежу (рис. 4).
- Для обработки шипов брусков створки инструмент № 4 убирается и устанавливаются инструменты № 1 и 3. Также в гарнитуре меняется набор дистанционных колец (рис. 5).
- Далее обрабатываются проушины горизонтальных брусков коробки. Для этого инструменты № 1 и 3 заменяются инструментом № 5. Набор колец также меняется согласно чертежу (рис. 6).
Для изготовления оконного блока процедуру сборки и разборки инструментов необходимо выполнить 15–18 раз. Для уменьшения затрат времени на эту операцию целесообразно изготавливать небольшую партию оконных блоков, как правило, 10–15 штук. Таким образом, один профиль без разборки инструмента обрабатывают на 10–15 брусках. После чего инструмент перемонтируют и обрабатывают следующие бруски. Инструментом экономкласса также можно обрабатывать детали оконных блоков с более сложным сечением, но в этом случае увеличивается стоимость инструмента.
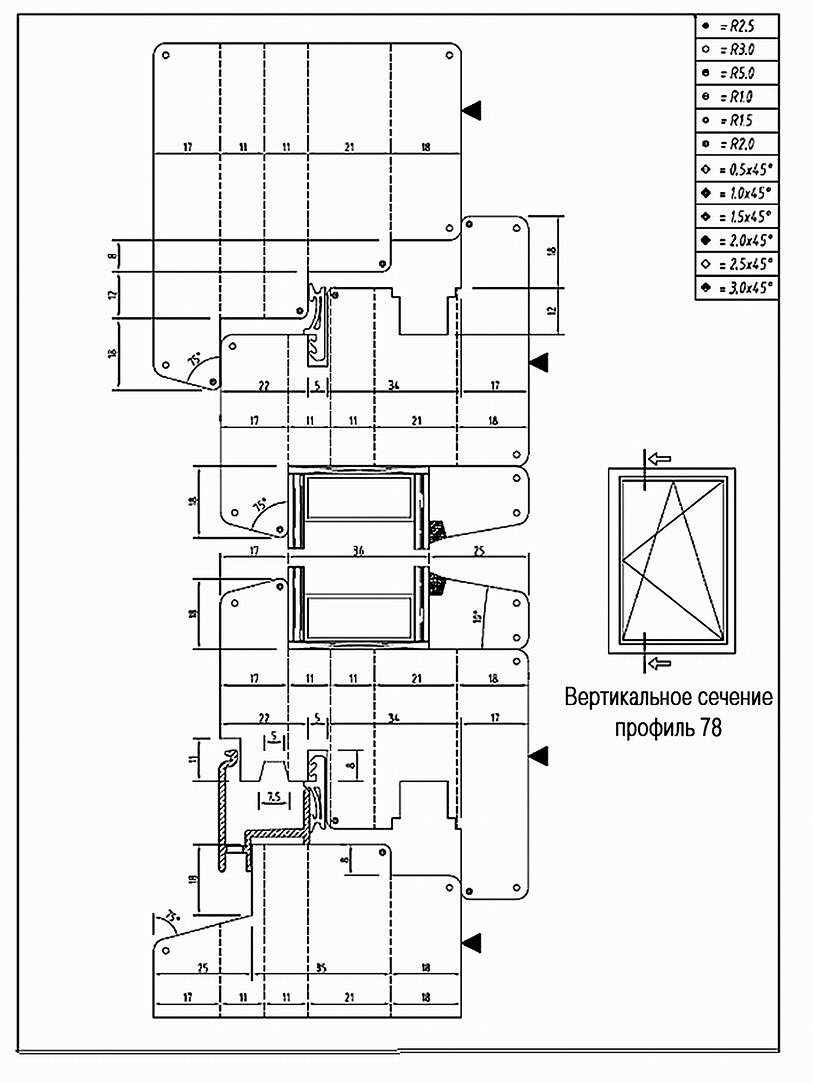
Рис. 2
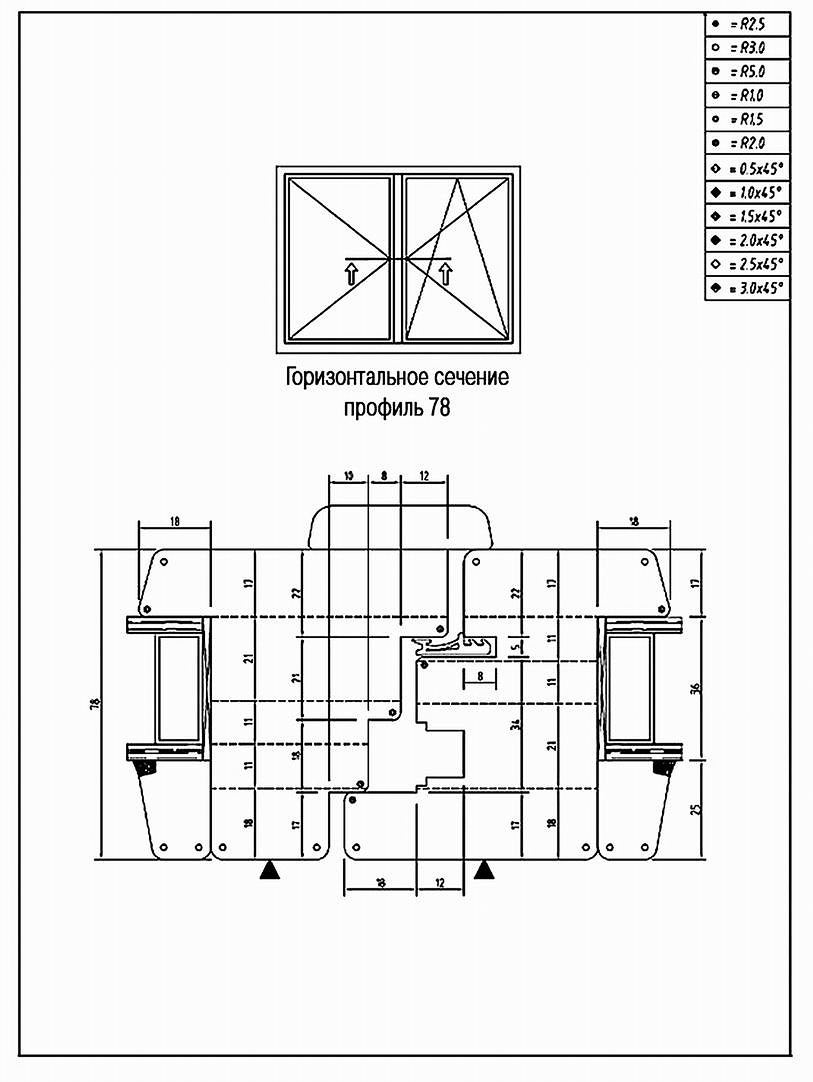
Рис. 3
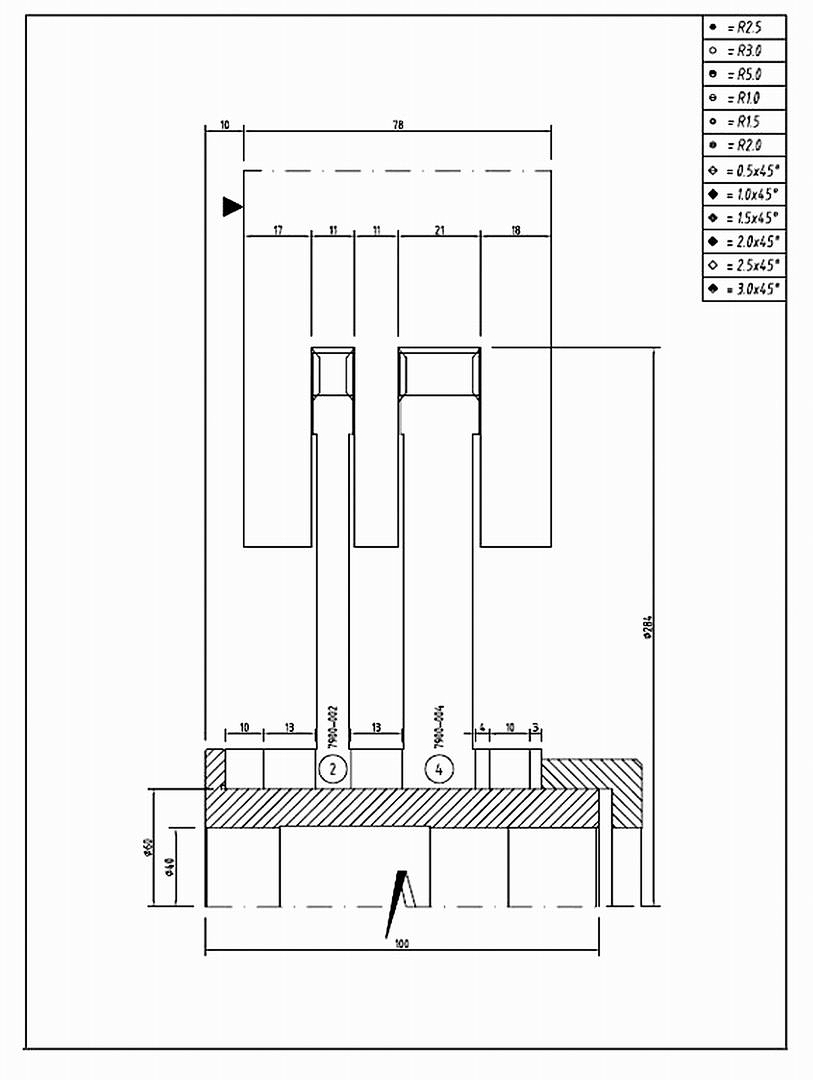
Рис. 4
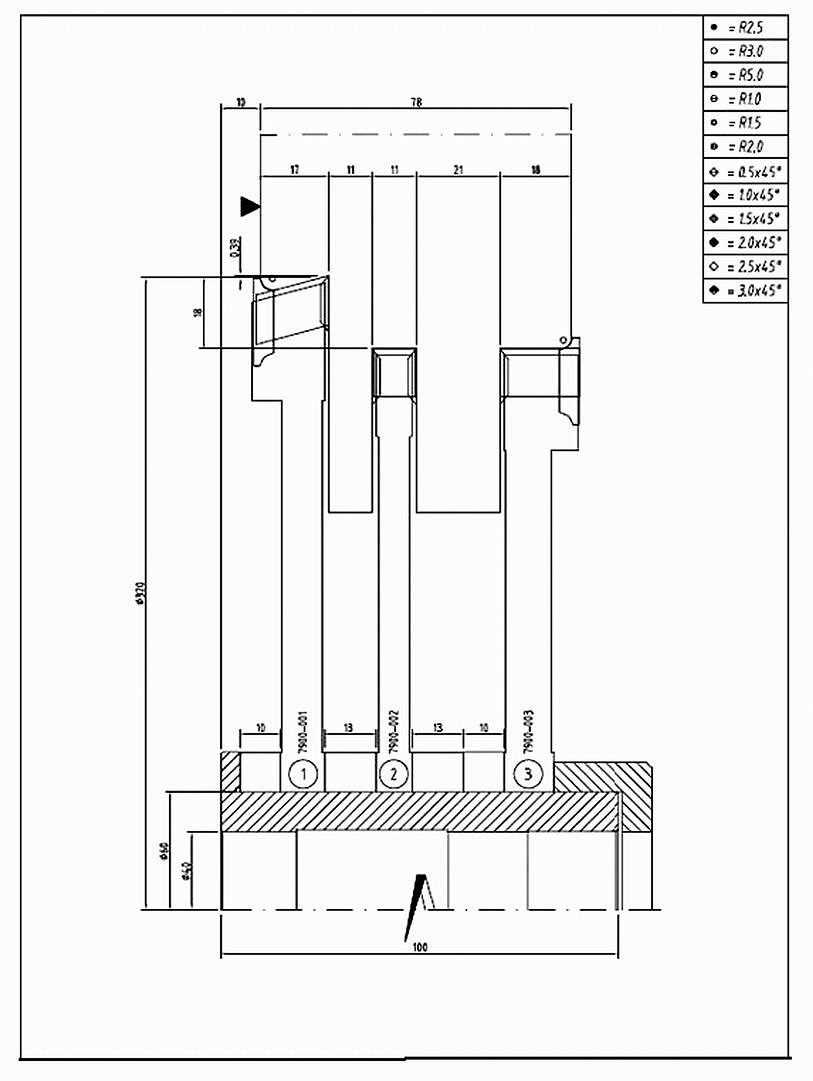
Рис. 5
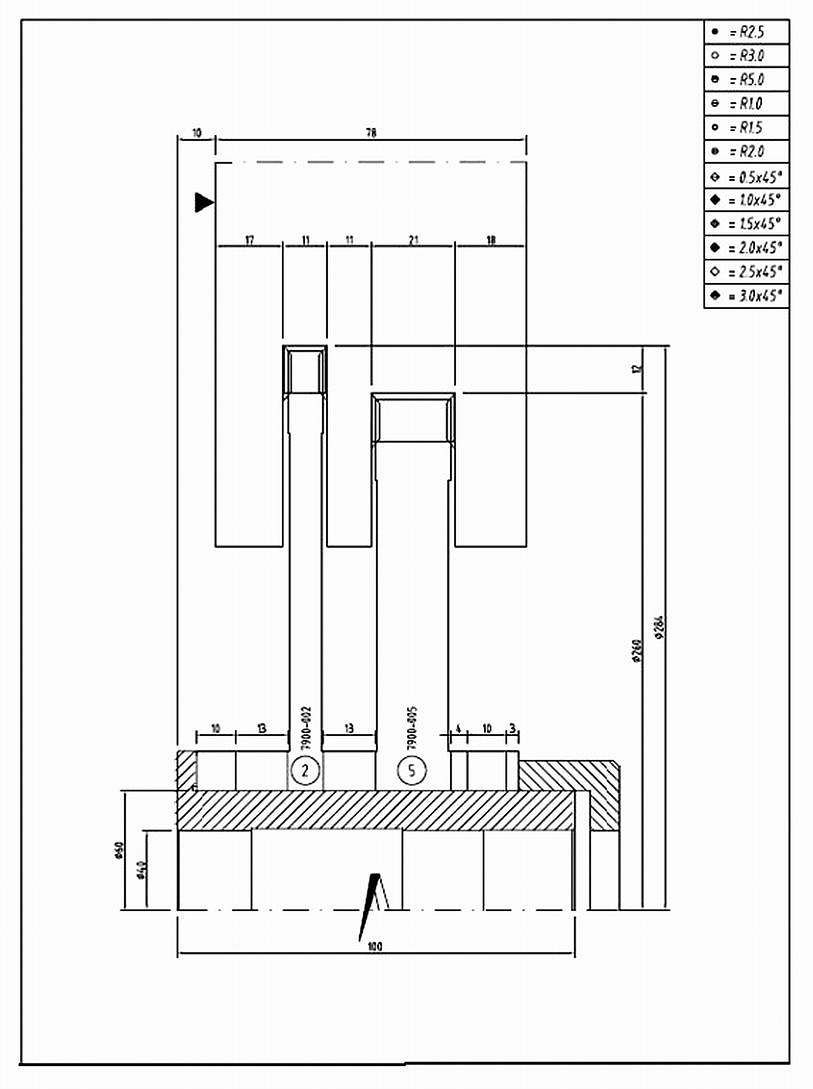
Рис. 6
технический директор ООО «Тул Лэнд»
(495) 739-03-30
info@toolland.ru, www.toolland.ru









