Проблемы и решения
Напаиваемый твердосплавный инструмент составляет не менее 80% всего режущего инструмента, применяемого при обработке древесины, пластмасс и древесно-полимерных композитов. Повышение качества его изготовления и сервисного обслуживания остается актуальной задачей.
Изучение эксплуатации напаиваемого режущего инструмента показывает, что около 50% поломок твердосплавных пластин и случаев появления трещин есть следствие неправильного изготовления инструмента, использования некачественных расходных материалов или грубого нарушения технологии пайки.
Одна из основных причин низкого качества напаиваемого твердосплавного инструмента –
устаревшая технология пайки, из-за которой в пластинах твердого сплава сохраняется остаточное паяльное напряжение, в ряде случаев превышающее половину предела прочности твердого сплава на растяжение.
При пайке твердосплавного режущего инструмента могут возникнуть проблемы, ведущие к снижению его стойкости или разрушению режущих элементов. Вот некоторые из этих проблем и причины их появления:
1. Трещины и изломы твердосплавных пластин из карбида вольфрама (ВК)
- повышенная шероховатость поверхности между нижней частью твердосплавной пластинки и постелью (основанием) на корпусе режущего инструмента не соответствует требованиям к подготовленной зоне пайки, а пространство между ними слишком маленькое (менее 0,05 мм), поэтому припой и флюс не могут поместиться в нем;
- из-за слишком коротких для напаиваемой твердосплавной пластины и поверхности пайки пластинок припоя создается прямой контакт части поверхности твердосплавной пластинки и металла постели на корпусе инструмента и между ними не распределяется припой;
- слишком длительные или слишком короткие периоды нагрева и охлаждения при пайке;
- при слишком высокой температуре пайки в ВК с очень низким коэффициентом линейного расширения возникает сильное термическое напряжение, превышающее предел прочности сплава, что приводит к растрескиванию пластинки как во время пайки, так и после.
2. Пористость
- слишком высокая температура пайки вызывает вспенивание флюса или цинка в материале припоя;
- слишком низкая температура пайки не позволяет флюсу полностью расплавиться, что приводит к пенообразованию.
3. Отрыв твердосплавной пластины
- неправильно выбранные материалы припоя и флюса не смачивают металл корпуса режущего инструмента либо площадь смачивания слишком мала;
- температура пайки низкая, поэтому припой не проникает во всю зону пайки (не растекается), что приводит к снижению прочности паяного шва;
- недостаточный объем припоя в зоне пайки приводит к непропаю или частичному заполнению паяного шва (толщина паяного шва должна быть не менее 0,5 мм), в результате чего его прочность сильно снижается;
- температура пайки слишком высокая, поэтому часть припоя выкипает или вытекает из зоны пайки;
- из-за повышенной шероховатости поверхностей пайки резко снижается адгезия (прилипание) припоя, что уменьшает прочность паяного шва;
- неконцентричный материал припоя распределяется неравномерно, что приводит к ложной пайке и недостаточной прочности паяного шва.
Для выбора оптимального режима пайки крупного и мелкого (особенно круглых пил) режущего инструмента прежде всего необходимо подобрать подходящую частоту тока, например, для твердосплавного режущего инструмента 7,5–8,5 кГц. И не боятся экспериментировать.
В паечном индукторе с помощью специального генератора ТВЧ наводятся мощные токи разной частоты (от 10 Гц до нескольких мегагерц), в результате чего вокруг индуктора возникает электромагнитное поле, которое вызывает в заготовке вихревые токи, за счет джоулева тепла разогревающие ее для пайки.
относительно одинаковой площади нагреваемой поверхности
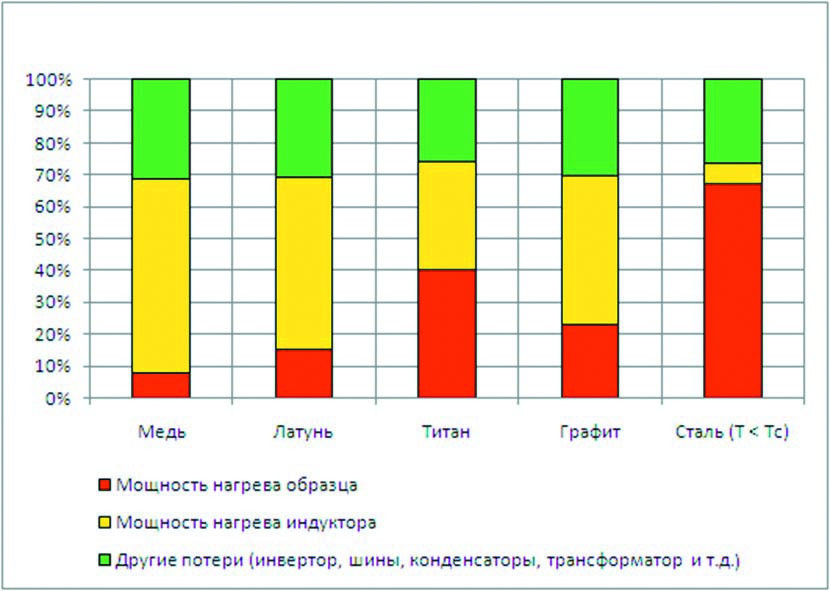
Эффективность нагрева разных материалов при одних и тех же параметрах различается (рис. 1), и, для того чтобы при индукционной пайке температура, время, скорость нагрева серебра, меди, твердого сплава и стали были примерно одинаковыми, необходимо тщательно подбирать оптимальную частоту генератора, а также изготовить профили с параметрами индукторов под зоны пайки определенных размеров.
При выборе частоты генератора нужно учитывать размеры заготовки, твердосплавной пластинки, требуемую глубину прогрева, производительность и энергетическую эффективность процесса.
Для индукционной пайки твердых сплавов разных марок часто используют высокочастотные установки с током 2,5–8,5 кГц. Они обеспечивают более равномерный нагрев, чем генераторы тока выше 60 кГц. Однако есть и ограничение: при пайке мелкого инструмента на низкочастотных установках электромагнитное поле может сбрасывать пластину из твердого сплава (особенно при частоте 2,5 кГц). В этом случае приходится использовать установки с более высокой частотой или придерживать пластину при пайке.
Для всех видов режущего инструмента (круглых пил, фрез, ножей и др.) используются только рекомендованные специальные инструментальные стали.
При очень быстром высокочастотном индукционном нагреве стали до температуры пайки ее исходная структура не всегда успевает перейти в аустенит, существенно повышающий качество и прочность паяного шва. В этом случае приходится подбирать, плавно увеличивая, продолжительность нагрева при температуре, близкой к температуре пайки соответствующего припоя, добиваясь оптимального режима, и фиксировать эти показатели для каждого инструмента (изделия).
Пайка инструментов большого размера (например, если пластинка превышает 40 мм) проводится на установках с частотой тока 2,5–8 кГц. Для пайки твердосплавных пластин меньшего размера можно использовать высокочастотные установки (до 60–70 кГц), но предпочтительна пайка такого инструмента током 8–30 кГц.
Для нагрева каждой группы инструментов (мелких, средних, крупных) нужно подготовить соответствующие индукторы. Размеры и профиль индуктора должны соответствовать размерам и форме напаиваемой пластинки твердого сплава.
Индуктор устанавливается так, чтобы нагрев распространялся от корпуса инструмента к твердосплавной пластине. Для равномерного прогревания инструмента зазор между индуктором и напайной частью должен быть не больше 8–10 мм (рис. 2).
Точное время нагрева под пайку определяется для каждого изделия с учетом его формы и размеров, теплопроводности материалов, параметров индуктора, частоты и силы тока, расхода охлаждающей индуктор воды и т. п. Средняя скорость нагрева под пайку не должна превышать 10 °С/с.
Оптимальное время нагрева при пайке мелких и средних твердосплавных пластин (зубьев) не должно превышать 4–5 с. Продолжительность пайки тоже нужно минимизировать во избежание быстрого разрушения твердого сплава при работе режущего инструмента.
Качество дереворежущего инструмента значительно повышается при соблюдении основных правил пайки, которых целесообразно придерживаться при разработке технологии индукционной пайки.

б – насадной пазовой фрезы
Качество инструмента после пайки контролирует ОТК предприятия. Выявляются трещины, непропай и смещения твердосплавной пластины. Контроль 100% пластин твердого сплава после заточки для выявления трещин осуществляется визуально, люминесцентным методом или методом цветной дефектоскопии. Инструмент с трещинами отбраковывается и по возможности перепаивается.
Непропай не должен превышать 5–10% общего периметра паяного шва и недопустим под режущей кромкой инструмента.
Смещение твердосплавной пластины относительно корпуса инструмента допускается в пределах половины припуска на окончательную заточку.
Толщина паяного шва по периметру контролируется на 100% и должна быть не менее 0,5 мм.
Твердость корпуса инструмента на расстоянии 5–10 мм от пластины твердого сплава должна быть не менее HRC 34–42. Контроль ее проводится выборочно – в 3–5% партии инструмента.
Текст: Владимир Падерин
Основные правила пайки
1. Подготовка твердосплавных пластин:
- для улучшения адгезии (смачивания) следует удалить поверхностный слой твердосплавных пластин в зоне напайки путем химической или механической чистки, окисления;
- подготовленные пластины нужно хранить в сухом, теплом и чистом помещении не более 5–10 суток.
2. Подготовка стального корпуса инструмента:
- паз (постель) под пластину должен соответствовать ее форме и размеру, выступ пластины над корпусом инструмента не должен быть больше 1,0 мм;
- при использовании трехслойного припоя с медной вставкой (например, для пил) паз необходимо углубить на толщину припоя 0,7–0,8 мм для установки в зону пайки Г-образной пластинки припоя;
- опорная поверхность в корпусе инструмента должна быть прямолинейной, допускается отклонение ±0,05 мм;
- чистота обработки поверхности (шероховатость) постели должна быть не больше Rz 40;
- постель в зоне пайки следует очистить от загрязнений, от окалины и ржавчины – механически, от масла и эмульсии – промывкой водным раствором 10–15% каустической соды при 80–90 °С в ванне или моечной машине в течение 10–15 мин, а затем водой при 80–90 °С с последующей сушкой горячим воздухом;
- подготовленные корпуса инструмента нужно хранить в сухом, теплом и чистом помещении не более 5–10 суток.
3. Подготовка припоя и флюса:
- из однослойного и трехслойного припоя, поставляемого рулонами, следует вырубить пластинки, по конфигурации соответствующие паяемой поверхности, но выступающие за ее пределы на 0,5–0,7 мм
- для обеспечения наблюдения за плавлением наружных слоев*;
- как правило, для небольших пластинок твердого сплава (при пайке круглых пил диаметром до 300 мм и небольших концевых фрез) используется припой толщиной не менее 0,2 мм, при пайке крупных инструментов (лесопильных пил и насадных фрез для деревообработки диаметром более 300 мм) – трехслойный припой с полоской меди внутри.
- ориентировочная норма расхода припоя на площадь пайки 0,8–0,9 г/см2.
4. Сборка режущего инструмента под пайку:
- сборный или составной инструмент (резцы, фрезы, пилы, ножи) разобрать и с отдельными частями выполнить все операции;
- инструмент установить в генераторе и закрепить;
- подготовить флюс и припой;
- флюс нанести на постель для каждого зуба на корпусе, на него уложить припой, затем порцию флюса, а сверху пластинку твердого сплава, после чего включить генератор;
- нагреть зону пайки до нужной температуры, пластинку прижать пинцетом, затем остудить зону пайки;
- снять инструмент с генератора и подготовить к очистке.
5. Очистка инструмента после пайки
- остатки флюса и окалины, а также цветов побежалости на корпусе инструмента в зоне пайки следует удалить пескоструйным аппаратом;
- излишки припоя удалить механически.









