Станки четырехсторонние. Часть 3
Оборудование для производства мебели
Четырехсторонние станки. Часть 1
Станки четырехсторонние. Часть 2
Станки четырехсторонние продольно-фрезерные, которые по укоренившейся привычке в среде производственников ошибочно называют строгальными, относятся к оборудованию проходного типа, то есть к такому, на котором обработка заготовки происходит при ее непрерывном равномерном перемещении.
Таблица. Характеристики некоторых четырехсторонних станков (характеристики — компания-продавец, модель, количество шпинделей, ширина обрабатываемой заготовки, высота обрабатываемой заготовки, минимальная длина заготовки, диаметр шпинделя, частота вращения, скорость подачи, длина загрузочного стола, наличие фуговального суппорта, мощность двигателя 1 и 4 шпинделя, мощность двигателя 2 и 3 шпинделя, наличие калевочного суппорта, возможные положения калевочного суппорта, мощность двигателя калевочного суппорта, мощность двигателя подачи, мощность двигателя подъема траверсы, суммарная мощность двигателей станка, габариты станка, вес базового станка; компания производитель — БЗДС С23-4, Winner, Nortec, Gau Jing Machinery Industrial Co. Ltd GA-623H, Nortec, Machinery Industrial Co. Ltd GN-6S23, Griggio S.p.A. G 240/5, Griggio S.p.A. G 240/6, БЗДС С25-5a Pro, SCM Group Superset NT Plus, High Point M-180, High Point MX-180/5, Ledinek Superles 4V-S150, REX Bigmaster 310-K, SCM Group Topset Master, REX Timbermaster Type U-41-K, MIDA Alfa-500)
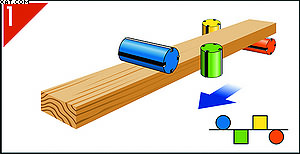
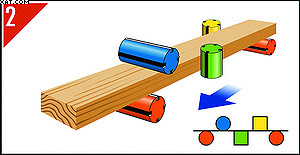
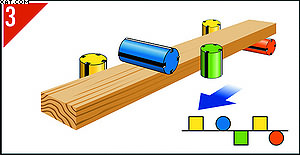
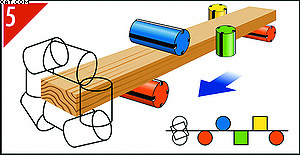
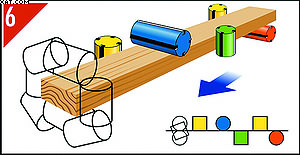
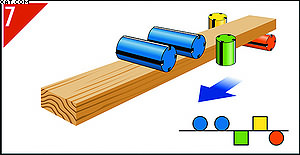
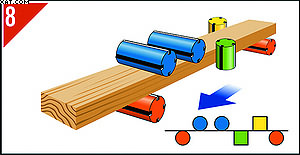
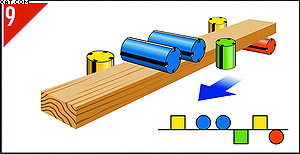
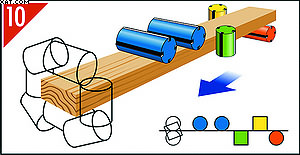
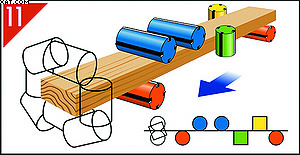
Рисунок 1. Схемы механизмов подачи
Рисунок 2. Схема карданного привода роликов механизма подачи с использованием червячных редукторов
Рисунок 3. Варианты расположения шпинделей в четырехсторонних станках
Таблицу и рисунки смотрите в PDF-версии журнала
И от того, насколько равномерным будет это перемещение, во многом зависит качество обрабатываемых деталей.
Механизмы подачи на четырехсторонних станках
Механизмы подачи четырехсторонних станков относятся к устройствам с фрикционной связью между заготовкой и подающими ее органами. Перемещение заготовок происходит за счет сцепления их поверхности с движущимися рабочими элементами конвейера подачи. При этом преодолевается сопротивление в виде приложенных к ним сил трения и продольных составляющих сил резания.
В четырехсторонних станках использовались и используются концентрированные механизмы подачи трех видов: гусеничный, вальцовогусеничный, вальцовый - и распределенные - роликовые (рис. 1).
Гусеничные механизмы подачи отличаются надежностью захвата продвигаемых по столу заготовок, что исключает их проскальзывание, и равномерностью распределения вертикального усилия, что уменьшает распрямление покоробленных заготовок. Такие механизмы используются для подачи коротких заготовок (например, в отечественных станках моделей «ПАРК8» и «ПАРК9», предназначенных для обработки паркетной клепки) и во многих современных четырехсторонних станках на базе двухсторонних фуговальнорейсмусовых - в зоне фуговального суппорта.
Вальцовогусеничные механизмы также отличаются надежностью захвата и высоким усилием подачи заготовок. Используются преимущественно в станках для обработки тяжелых заготовок большого сечения, например, стенового бруса.
Вальцовые, состоящие из вальцов (вальцы - пара параллельных приводных валов, вращающихся навстречу друг другу), применялись в четырехсторонних станках изначально. Эти механизмы отличаются простой конструкцией, надежностью и невысокой чувствительностью к разнотолщинности продвигаемых заготовок.
Общий недостаток концентрированных механизмов подачи всех трех названных видов - продвижение коротких заготовок торец в торец; при косо обрезанных торцах возможно выдавливание заготовок в сторону и вверх, что приводит к необходимости увеличивать усилие верхних и боковых прижимов в станке, ведущее к повышению требуемого усилия подачи.
Поэтому в конструкции большинства выпускаемых сегодня четырехсторонних станков применяется распределенный механизм подачи в виде набора приводных роликов, расположенных друг за другом по всей длине рабочего стола.
Впервые четырехсторонний станок с таким распределенным механизмом подачи был представлен в 1960 году немецкой фирмой Harbs, а сегодня ими оснащается подавляющее большинство четырехсторонних станков. Достоинство роликового механизма - возможность подачи заготовок с межторцевым разрывом и обработки только одной заготовки, которая, не будучи подталкиваемой другими, следующими за ней, свободно проводится приводными роликами через весь станок. Причем и при подаче заготовок торец в торец последняя загруженная заготовка не остается зажатой в станке.
Ролики такого механизма подачи устанавливаются на единой балке на качающихся рычагах и одновременно играют роль верхних прижимов. В старых моделях станков прижим этих роликов к заготовкам выполнялся пружинами, а сегодня для этих целей используются пневмоцилиндры. Подъем балки вместе со всеми роликами и прижимами для настройки на размер обработки осуществляется с помощью моторизованного привода, что позволяет также получить свободный доступ к рабочему столу станка и его шпинделям для их осмотра и замены фрез.
Рабочая поверхность подающих роликов в станках рифленая. Приводные ролики, установленные за фрезой, осуществляющей окончательную обработку, покрываются слоем износостойкой пластмассы.
Привод подачи на четырехсторонних станках

Рис. 2. Схема карданного привода роликов механизма подачи с
использованием червячных редукторов:
1 – балка;
2 – качающийся рычаг;
3 – подающий ролик;
4 – шпиндель подающего ролика;
5 – ось вращения червяков редукторов;
6 – червячный редуктор;
7 – карданный вал;
8 – рабочий стол станка;
9 – направляющая линейка
Первоначально привод вращения роликов таких механизмов подачи осуществлялся от общего вала, проходившего через всю подъемную балку, посредством конических зубчатых и цепных передач.
Но в 1970 году немецкая фирма Gubisch разработала четырехсторонний продольнофрезерный станок
мод. GN14, в котором впервые был применен карданный привод вальцов механизма подачи, используемый сегодня в конструкциях почти всех аналогичных станков. В таком приводе каждый из подающих роликов через карданную передачу присоединен к выходному валу своего червячного редуктора, а расположенные на одной оси червяки всех этих редукторов соединены муфтами и вращаются одновременно одним приводом (рис. 2), который также крепится на балке и поднимается вместе с ней.
В качестве такого привода для вращения роликов изначально использовались электродвигатели с вариаторами различной конструкции, обеспечивавшими бесступенчатое регулирование скорости подачи. В современных станках взамен вариаторов используется частотное регулирование скорости вращения электродвигателя механизма подачи с использованием электронных преобразователей.
Суппорты на четырехсторонних станках

Четырехсторонний строгальный станок High Point M-180
Любой четырехсторонний станок оснащается как минимум четырьмя суппортами: горизонтальными (нижним и верхним) и вертикальными (левым и правым). При этом левые суппорты могут быть наклоняемыми. В так называемых калевочных станках применяется дополнительный универсальный суппорт - калевочный.
В целях унификации каждый изготовитель оборудования старается сделать все эти суппорты одинаковыми. Однако на их конструкцию значительное влияние оказывает необходимость настроечных перемещений. Так, для нижних и правых по подаче шпинделей требуется радиальная настройка, и ее величина минимальна, поскольку она необходима только для регулирования припуска, снимаемого установленной на них фрезой. В то же время все левые и верхние шпиндели при настройке на размер обрабатываемой заготовки должны смещаться в значительных пределах. У всех шпинделей, как правило, также имеется возможность осевого перемещения для настройки положения профильных фрез.
В зависимости от конструкции, разработанной изготовителем станка, шпинделем служит или вал электродвигателя (моторшпиндели), или вал, установленный в подшипниках и приводимый во вращение электродвигателем через ременную передачу. В наиболее простых и дешевых станках один электродвигатель может вращать одновременно два вертикальных шпинделя.
Для передачи вращения электродвигателя к шпинделю в устаревших моделях используются клиновые ремни, а в современных - тонкие синтетические.
Точность и жесткость шпинделей во многом определяется подшипниками, в которых они установлены. Многие изготовители для удешевления своих станков применяют обычные подшипники, в то время как в дорогих и качественных используются подшипники повышенной точности.

Гибкий четырехсторонний продольно-фрезерный станок Superset NT PLUS
Считается, что использование станков с моторшпинделями малоэффективно, так как при замене в них подшипников возможно нарушение балансировки ротора, что может привести к снижению качества обработки. Кроме того, в суппортах с ременной передачей ремень служит демпфером, что предотвращает перегрузку двигателя; его замена в случае выхода из строя обойдется дешевле, чем замена моторшпинделя.
Для осуществления настроечных перемещений суппорты устанавливаются на направляющие типа «ласточкин хвост» или на параллельные скалки. Перемещение суппортов по ним осуществляется посредством пары «винт - гайка», вращаемой вручную, с контролем положения по линейке с нониусной шкалой, или, в станках, оснащенных электронной системой управления, контролируемыми ею серводвигателями.
Калевочный суппорт четырехстороннего станка

Четырехсторонний станок БЗДС серии С25
Это название возникло от понятия «калевка» - профиль, выстрагиваемый на кромке заготовки. Свой первый калевочный станок в 1920 году сконструировал в Германии некто Армин Бернер. А в 1954 году немецкая фирма Weinig сообщила о получении патента на многоцелевой четырехсторонний станок с калевочным суппортом, переставляемым в различные положения.
Такой суппорт в зависимости от исполнения и модели четырехстороннего станка может работать по отношению к заготовке только снизу, снизу и слева, снизу и сверху, снизу и справа, а также снизу, сверху, слева, справа или наклоняться под любым углом.
Выбор технологических возможностей этого суппорта зависит от профилей сечения деталей, выпускаемых предприятием.
Калевочные суппорты на отечественных предприятиях в большинстве случаев, как правило, используются для выборки продольного углубления на нижней стороне обработанной детали, например, наличника, или для продольного раскроя фрезерованных заготовок на узкие детали.
Есть еще один нюанс: выбирая станок, многие производственники даже не задумываются о требуемой мощности этого шпинделя, что приводит к ошибкам при обработке деталей. Так, для простоты расчетов считается, что при раскрое пилами на выполнение одного пропила требуется мощность двигателя из расчета 1 кВт на 1 см толщины заготовки. То есть если с помощью калевочного шпинделя будет выполняться пиление заготовки толщиной 40 мм на три части (двумя пилами), то мощность его двигателя должна быть не меньше 8 кВт.

Четырехсторонний станок Griggio G 240/4, G 240/5, G 240/6
Мощность других шпинделей на четырехсторонних станках
Если провести несложный анализ коммерческих предложений на четырехсторонние станки, передаваемых нашими станкоторговыми компаниями своим потенциальным покупателям, то окажется, что мощность привода шпинделей в этом оборудовании почемуто очень часто одинакова.
Вместе с тем первая по подаче нижняя фреза в станке, создающая базу для дальнейшей обработки детали, снимает с заготовки довольно небольшой припуск, и требуемая мощность ее привода ниже, чем предлагают продавцы. Такой же недостаточной может быть мощность электродвигателя правой фрезы, поскольку она удаляет припуск на кромке заготовки, которая всегда заведомо уже наибольшей ширины пласти.
К тому же следующий далее шпиндель с левой фрезой должен быть мощнее, так как припуск, приходящийся на его долю, больше - включает в себя все плюсовые неточности ширины заготовки, образовавшиеся при раскрое пиломатериала.
Наиболее мощным из всех перечисленных должен быть привод верхней горизонтальной фрезы, которой удаляется увеличенный припуск, включающий в себя все неточности размеров заготовки по толщине и ширине. Опыт показал, что мощность ее двигателя должна быть не менее 11 кВт. Причем и этого может оказаться недостаточно, если предполагается обработка глубоких профилей.
Недостаток мощности хотя бы одного, любого, шпинделя ведет к необходимости снижения скорости подачи, что уменьшает производительность станка.
Состав и расположение шпинделей четырехсторонних станков
На рис. 3 в качестве примера приведены некоторые из возможных вариантов взаимного расположения шпинделей в четырехсторонних станках. Производственники должны выбрать их заранее, до приобретения станка, исходя из требуемого профиля обрабатываемой детали.
Так, при расположении шпинделей, показанном на рис. 3.1, возможна обработка деталей, имеющих прямоугольный профиль или неглубокое профилирование с четырех сторон. Состав шпинделей, приведенный на рис. 3.2, дает возможность фрезеровать глубокий профиль на нижней пласти детали, а конфигурация шпинделей, показанная на рис. 3.3, - на правой (по подаче) кромке.
Если состав агрегатов станка соответствует представленному на
рис. 3.4, с помощью калевочного суппорта, помещаемого в различные положения, можно выполнять глубокие профили на всех поверхностях детали и осуществлять ее продольный раскрой.
Дополнительный нижний шпиндель, как в схеме, изображенной на рис. 3.5, дает возможность, например, при фуговании с использованием гребенчатого рабочего стола, выравнивать поверхность нижней пласти детали и фрезеровать на ней профиль посредством калевочного шпинделя.
Для выборки глубокого профиля по левой кромке и другим поверхностям детали служат дополнительный вертикальный и калевочный шпиндели (схема 3.6).
Расположение шпинделей, соответствующее схеме 3.7, позволяет получать Uобразные профили, а изображенное на схеме 3.8 - Нобразные.
Схема расположения шпинделей, приведенная на рис. 3.9, дает возможность фрезерования профилей Кобразного сечения, а схема, показанная на рис. 3.10, - еще более сложных, с дополнительными продольными канавками.
На станках, в которых шпиндели расположены в соответствии со схемами на рис. 3.11 и 3.12, можно получать профили Хобразного сечения.
Шпиндели могут быть последовательно расположены и в другом порядке, например, в таком, который позволяет распределить припуск, снимаемый при формировании профиля, на две или даже три фрезы. Кроме того, некоторые профили не могут быть получены без наклона хотя бы одного шпинделя.
Поэтому ведущие станкостроители по заказу того или иного потребителя могут изготовить четырехсторонние станки, у которых имеется десять и более шпинделей. Сегодня станки с нестандартным расположением шпинделей часто встречаются на рынке отремонтированного, бывшего в употреблении оборудования.
Шум от четырехсторонних станков

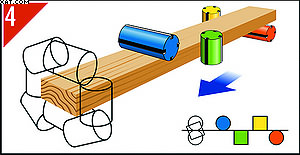
Рис. 4. Станок в звукоизолирующей кабине
Во многих странах предельно допустимый уровень шума на рабочем месте законодательно установлен в пределах 85 децибел (дБ). Там, где уровень шума превышает это значение, должны применяться средства защиты. Фактически, 85 дБ - это предельный уровень шума, воздействие которого на человека может продолжаться восемь часов без ущерба для слуха. Увеличение этого уровня шума на 3 дБ соответствует удвоению интенсивности воздействия и уменьшению в два раза допустимого времени воздействия звука. При уровне 88 дБ допустимое время воздействия составит четыре часа, при 91 дБ - два часа и т. д. Это означает, что шум 110 дБ ухо может переносить всего несколько минут.
Но именно такой уровень шума характерен для всех работающих четырехсторонних станков. И его снижению не помогает даже наличие у оборудования шумопоглощающих кожухов, как правило, открытых сзади станка и имеющих скорее декоративное, чем защитное назначение. Поэтому такие станки на производствах следует помещать в специальную звукоизолирующую кабину (рис. 4), а станочники во время работы в обязательном порядке должны носить антифоны.
Четырехсторонние станки - один из основных видов оборудования на любом деревообрабатывающем предприятии, и от их правильного выбора часто зависит не только качество продукции, но и производительность предприятия. Это означает, что при выборе станка следует обращать внимание не только на его цену, нужно еще внимательно изучить конструкцию такого оборудования и предложения потенциальных поставщиков, в частности, сравнив их с потребностями предприятия, и только тогда принимать окончательное решение о приобретении.
")
Андрей МОРОЗОВ,
компания «МедиаТехнологии»,
по заказу журнала «ЛесПромИнформ»
Полную версию статьи(с таблицами и иллюстрациями) смотрите в PDF-версии журнала.









