Оцените новый станок VS 5000
Современное оборудование Grecon для производства клееного бруса
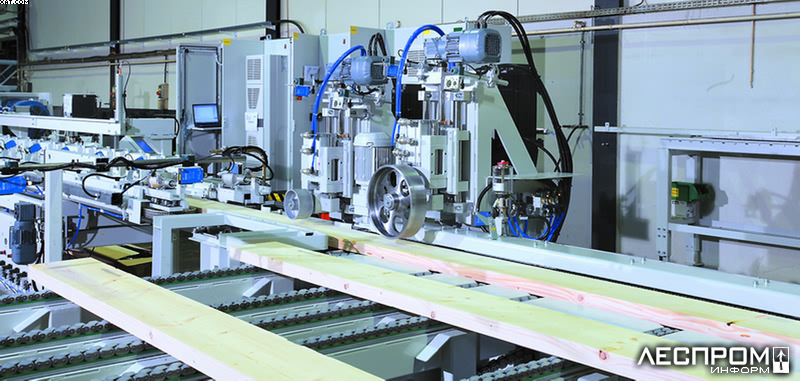
Компания Grecon завершила работу над новым станком, разработанным с учетом пожеланий передовых заказчиков. Результатом работы специалистов компании стала установка VS 5000 с двумя вертикальными фрезами для отдельных заготовок и новым проходным прессом DKK 160.
Производственный процесс на установке VS 5000
Пиломатериал транспортируется от двух торцовочных пил (Dimter) в загрузочную станцию. После этого заготовки перемещаются в зажимные устройства, которые обеспечивают точное позиционирование во время фрезерования.
Зажимные устройства расположены на двух отдельно стоящих крутящихся цепях, которые непрерывно по очереди продвигают заготовки через стоящие друг напротив друга фрезерные агрегаты.
Специальная Servo-технология обеспечивает четкую фиксацию заготовки во время фрезерования зубчатого шипа. Транспортировку заготовок от первой к второй фрезе осуществляет синхронизированное транспортное устройство, которое отвечает за контроль поперечного перемещения между фрезерными станками.
На выходе из фрезерных агрегатов установлен манипулятор, который поворачивает заготовку на 90 градусов.
После фрезеровки ламели транспортируются в горизонтальном положении для бесконтактного нанесения клея. Клей наносится на торец заготовки тонкими полосками поперек нарезанного шипа. Видеосистема с камерой слежения контролирует нанесение клея. В случае обнаружения брака возможно дополнительное переклеивание без прерывания рабочего процесса. Для склеивания используется EPI-клей.
Далее ламели с нанесенным клеем поступают на станцию передачи. Оттуда заготовки с помощью разгонного механизма подачи передвигаются в станцию предварительной сборки плети. Здесь отдельные ламели сжимаются с двух сторон двумя синхронно движущимися направляющими цепями и непрерывно, без смещения швов, сводятся в плеть.
После станции сборки ламели попадают в проходной пресс DKK 160. Здесь происходит непрерывное прессование ламелей в проходном режиме. Чтобы избежать смещения шипов при стыковке, в процессе сращивания заготовки зажимаются со всех сторон.
На выходе из проходного пресса находится торцовочная пила, которая обрезает ламели на заданную длину - без остановки движения, со скоростью 20 штук в минуту.
Коротко об основных характеристиках установки
Основные параметры, такие как продолжительность и сила прессования, рассчитываются автоматически, в зависимости от диаметра поперечного сечения заготовок.
Характеристики заготовок:
● Длина заготовки на входе (мин. - макс.): 700-6100 мм.
● Средняя длина заготовки на входе: 3000 мм.
● Толщина заготовки (мин. - макс.): 20-54 мм.
● Средняя толщина заготовки: 47 мм.
● Ширина заготовки (мин. - макс.): 61 (40)-168 (300) мм.
● Длина заготовки на выходе (мин. - макс.): 8000 мм - любая.
Данные о производительности:
● Фрезерные агрегаты: до 60 соединений/мин.
● Пресс: до 160 м/мин.
● Обрезная пила: до 20 резов/мин.
Подробную техническую информацию вы можете получить в региональных представительствах группы Weinig или на заводе Grecon.
Мы всегда готовы ответить на все вопросы заказчиков по телефону:
+49 (0) 172 418 03 22,
е-mail: igor.heil@weinig.com









