Как снизить влияние человеческого фактора до нуля
Заточка дисковых пил на AL 805
В век высоких технологий невозможно себе представить промышленное производство, которое бы не использовало режущий инструмент. В первую очередь это относится к металло- и деревообработке, обработке полимеров, пластиков и т. д.

Учитывая высокую степень механизации и автоматизации современного производства, особое значение приобретает надежность оборудования и применяемого режущего инструмента.
К сожалению, ни один инструмент не может работать вечно. У каждого инструмента есть свой ресурс, который напрямую зависит от характеристик его резания. Но не стоит забывать, что эти характеристики со временем ухудшаются (при износе - затуплении зубьев) и их необходимо восстанавливать. Один из наиболее эффективных способов восстановления - заточка инструмента.
Поскольку большинство промышленных предприятий используют дисковые пилы, то речь пойдет именно о заточке дисковых пил. В настоящее время во всех обрабатывающих отраслях все чаще применяют дисковые пилы с напаянными зубьями из твердого сплава. В сравнении со стальными пилами у пил с твердосплавными напайками масса преимуществ: вопервых, они универсальны, то есть одинаково хорошо работают по мягким и твердым породам древесины; вовторых, геометрия зубьев позволяет максимально увеличивать их ресурс; втретьих, специальная форма зубьев и/или их конфигурация позволяют применять эти пилы для обработки твердых материалов (таких как МDF, HDF, ДСП, ДВП, ЦСП), а также пластиков, цветных и черных металлов.
Ну и наконец, стоимость пил с твердосплавными напайками гораздо ниже стоимости аналогичных пил с напайками из поликристаллических алмазов.
Традиционно считается, что точить дисковые пилы с напайками из твердого сплава проще. Однако это далеко не так. Геометрия напайки довольно сложна, зубья имеют несколько граней и углов заточки, которые и определяют максимальный ресурс пилы и режущие свойства инструмента. При нарушении геометрии зубьев понижаются и свойства резания, что неизбежно приводит к уменьшению ресурса дисковых пил.
Чтобы дать пиле «вторую жизнь» после износа и/или поломки зубьев, необходимо восстановить зубья пилы в том же виде, в каком они были изначально, то есть форма, геометрия и углы заточки зубьев должны быть как у новой пилы. Если не соблюдать эти условия, дисковая пила не сможет работать после заточки так же эффективно, как новая.
На большинстве предприятий заточные участки оснащены устаревшим оборудованием. И заточка ведется только по одной грани - передней, так как выполнить заточку по задней грани (особенно если у нее ломаная косая или трапециевидная форма) технически очень сложно. Процесс заточки занимает много времени, требует больших трудозатрат, к тому же работа эта выполняется по большей части вручную, что усиливает влияние так называемого человеческого фактора на результаты производства.
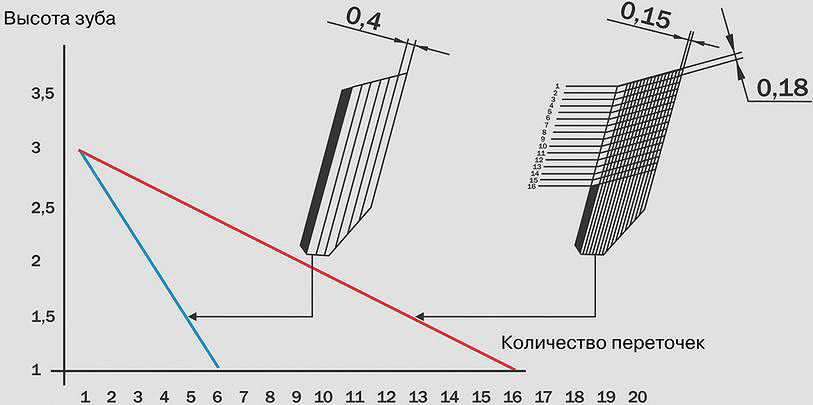
Закономерен вопрос: «А зачем точить заднюю грань, когда весь износ зубьев можно убрать, заточив только переднюю?» Попробуем ответить на него. Рассматривая под микроскопом износ зубьев дисковой пилы с твердосплавными напайками, мы увидим, что он максимален именно по задней грани. И если пытаться убрать износ по передней грани, то мы умышленно снизим ресурс зубьев пилы в дватри раза. К тому же не удастся полностью восстановить режущие свойства инструмента.
Для того чтобы заточить пилу по передней и задней граням, необходим автоматический заточной станок с ЧПУ. В этих станках заточной узел полностью повторяет форму зубьев и углы дисковых пил. А все параметры заточки обслуживающий персонал вносит в память встроенного микропроцессора, который управляет работой станка.
Производителей оборудования с ЧПУ для заточки дисковых пил немало, но нам хотелось бы заострить ваше внимание на станке модели AL 805 известного итальянского производителя UT.MA.
Уникальность станка состоит в том, что он в автоматическом режиме не только выполняет заточку, но и без вмешательства оператора настраивает нулевую точку соприкосновения заточного круга с затачиваемым зубом. А это позволяет до нуля снизить влияние человеческого фактора, то есть вам не потребуется персонал со специальными знаниями в области заточки.
Заточнику надо вручную выполнить всего три последовательных действия:
- установить в станок пилу;
- загрузить из памяти встроенного компьютера программу заточки;
- снять со станка готовую, идеально заточенную пилу.
На станке AL 805, в отличие от аналогов, пила затачивается за один цикл, без снятия и переустановки заточных кругов. Настройка нулевых точек по передней и задней граням осуществляется автоматически. Угол заточки задается в виде числового параметра, и заточная головка с шлифовальными кругами устанавливается на нужный угол. К тому же с помощью программного обеспечения на станке можно задавать любую форму и конфигурацию зубьев. А для того чтобы максимально ускорить и упростить процесс ввода параметров заточки, станок оснащен сенсорным (touchscreen) ЖК-дисплеем.
Все пять осей станка - электронные и управляются при помощи шаговых двигателей. Программы заточки сохраняются в памяти встроенного компьютера. А благодаря современному софту станок позволяет производить заточку пил со сложной формой зубьев.
Среди таких пил:
1. Пилы с комбинированными зубьями.
2. Пилы с сегментным расположением зубьев.
3. Пилы со скошенными и ломаными гранями, как по передней, так и по задней поверхности.
4. Пилы со сломанными зубьями.
5. Пилы после ремонта или перепайки - осцилляционная заточка (проще говоря, когда необходимо затачивать только один или более зубьев, отличающихся по параметрам, с целью приведения их к общему виду).
Станок оснащен герметичной защитной кабиной с системой моментального отключения при открытии кабины (норма CE). При заточке пил используется охлаждающее масло, которое затем фильтруют. Встроенная аспирационная система станка оснащена специальным набором фильтров, которые позволяют фильтровать масляный туман, очищать его и возвращать остатки масла внутрь кабины.
На станке стандартной конфигурации можно обрабатывать дисковые пилы с наружным диаметром от 100 до 810 мм, но на заказ может быть изготовлен станок для обработки пил с наружным диаметром от 100 до 1200 мм. В станке стандартного исполнения устанавливается посадочный диаметр в диапазоне от 20 до 110 мм. Если заказчику требуется станок с другими значениями наружного и посадочного диаметра, то его надо заказывать отдельно.
Благодаря хорошей конструкции и передовым техническим решениям на AL 805 можно затачивать пилы с 96 зубьями комбинированной формы «трапеция/прямой» менее чем за 20 мин. по передней и задней граням. При этом качество заточки пилы не уступает заводскому.
Один из первых в России станков AL 805 был приобретен представительством КАМИ в Пензе. Он сразу завоевал уважение местных производителей мебели, поскольку пилы, заточенные на нем, работали гораздо лучше, чище (без сколов) и дольше, чем некоторые модели новых, не говоря уже о тех пилах, которые ранее перетачивались на другом заточном оборудовании.
С момента открытия заточного центра профессионального инструмента в Пензе прошло чуть больше двух лет, и за это время аналогичные центры благодаря Ассоциации КАМИ открылись в Москве, Махачкале, Иваново, Курске, Тюмени. Теперь вы можете воспользоваться услугой профессиональной заточки дисковых пил и другого режущего инструмента в этих городах. А если вы решили открыть собственный сервисный центр в своем городе, Ассоциация КАМИ готова оказать вам полную информационную, техническую и сервисную поддержку.
Увидеть AL 805 в работе, получить профессиональную консультацию и приобрести этот станок можно только в Ассоциации КАМИ и у наших полномочных представителей по всей России.
Александр КУЗНЕЦОВ,
начальник сектора заточного оборудования Ассоциации КАМИ
8 800 1000 111
www.stanki.ru









