Китайское оборудование для производства ДСП
Китай прочно занимает первое место в мире по объемам производства и потребления ДСП. Более 700 заводов страны в 2014 году произвели около 20,87 млн м3 плит! Причем подавляющее большинство заводов полностью оснащены отечественным - китайским оборудованием.
Сейчас многие китайские фирмы предлагают в России оборудование для заводов по производству ДСП мощностью от 10,0 до 100,0 тыс. м3 в год. Стоимость этого оборудования весьма привлекательна, особенно на фоне резкого подорожания европейского оборудования из-за падения курса рубля.


Парадокс китайского рынка заключается в том, что наряду с самыми современными линиями в Китае производится оборудование, работающее по технологиям 1950-х годов. По проспектам некоторых фирм можно изучать историю технического прогресса производства ДСП. Но на такое оборудование есть весьма серьезный спрос. Так, только компания Kunming Panel Machinery Factory с 2009 года выпустила почти 180 простейших шести- и одноэтажных линий для производства плит формата 4-8 футов (1220-2440 мм)!
На рис. 1 представлены общий вид и схема типичной для Китая линии мини-завода для производства ДСП мощностью 10,0 тыс. м3 в год. Линий такой мощности в Китае большинство, и используются они преимущественно в сельской местности для переработки отходов лесозаготовительных и деревообрабатывающих производств, расположенных неподалеку от плитного предприятия. Продукция этих плитных мини-заводов потребляется на месте. Все вполне логично. Транспортные расходы на доставку сырья и готовой плиты минимальны. Китайцы рачительно относятся к древесине - в дело идет все, начиная с сучьев и веток, стружек и опилок и заканчивая отходами переработки хлопчатника, багассой, кострой, бамбуком.

Рис. 1. Общий вид и схема линии прессования на поддонах с 5-этажным прессом производительностью 10,0 тыс. м3 в год:
1 – формующая машина; 2 – загрузочный конвейер; 3 – загрузочная этажерка; 4 – загрузочная траверса; 5 – горячий пресс; 6 – разгрузочная этажерка;
7 – разгрузочная траверса
Конструкция пресса упрощена до предела. Формируемый ковер однослойный. Нет пресса для подпрессовки, веерного охладителя и возвратного конвейера для поддонов. Обслуживают подобное оборудование 7-10 человек. Потребляемая мощность - 120-200 кВт.
Принцип работы: формующая машина насыпает ковер на металлический поддон, который закатывается по роликовому конвейеру в загрузочную этажерку; после заполнения этажерки траверса заталкивает все поддоны с древесно-стружечными брикетами в пресс, он смыкается; по истечении заданного времени выдержки пресс размыкается и поддоны с необрезной плитой траверсой вынимаются из него на разгрузочную тележку; отделение плит от поддонов, возврат поддонов и складирование плит осуществляются вручную. Готовые плиты обрезаются по формату на форматно-обрезном станке.
В Китае выпускались и более производительные линии для поддонного прессования, представляющие собой копии советских линий СП-25.
Первые заводы для производства ДСП китайцы заказывали в Германии в конце 1980-х. Фирма Bison поставила Китаю одноэтажные линии прессования на стальной ленте с подвижной формующей машиной. И уже в 1983 году фирмой Xinyang Woodworking Machinery Co., Ltd была выпущена ее копия мощностью 30 тыс. м3.
Производятся подобные линии и сейчас. На рис. 2 приведены общий вид и схема линии, выпускаемой компанией Shanghai Machine Tool Works Ltd. Работает она следующим образом.
 и схема линии прессования на стальной ленте с подвижной формующей машиной и одноэтажным горячим прессом")
Рис. 2. Общий вид (со стороны формирующей машины) и схема линии прессования на стальной ленте с подвижной формующей машиной и одноэтажным горячим прессом: 1 – подвижная формующая машина; 2 – стальная лента; 3 – делительная пила; 4 – одноэтажный пресс; 5 – приемный конвейер;
6 – веерный охладитель; 7 – форматная пила


Формующая машина, перемещающаяся по рельсам, насыпает трехслойный ковер на движущуюся ленту. Поперечная делительная пила разрезает непрерывный ковер на брикеты. При смыкании пресса формующая машина, дойдя до гидроупоров, начинает насыпать ковер в обратном направлении на уже неподвижную ленту. В случае некачественной насыпки бракованный ковер проходит через разомкнутый пресс и при поднятой ветви конвейера сбрасывается в бункер. Готовая плита охлаждается в веерном охладителе и затем обрезается по формату пилой.

Рис. 3. Общий вид и схема линии бесподдонного способа прессования трехслойных плит с ленточно-валковым прессом для подпрессовки и многоэтажным горячим прессом: 1 – формующие машины наружных слоев; 2 – формующая машина внутреннего слоя; 3 – конвейер;
4 – ленточно-валковый подпрессовщик; 5 – пила для опиливания кромок ковра; 6 – делительная пила; 7 – откидной конвейер; 8 – толкатель;
9 – загрузочная этажерка; 10 – горячий пресс; 11 – разгрузочная этажерка; 12 – веерный охладитель; 13 – продольная пила; 14 – поперечная пила

Рис. 4. Общий вид и схема ленточно-валкового пресса:
1 – верхняя лента; 2 – нижняя лента; 3 – натяжной барабан верхней ленты;
4 – натяжной барабан нижней ленты; 5 – прессующие ролики;
6 – гидроцилиндр главного прессующего барабана;
7 – ведущий барабан верхней ленты; 8 – ведущий барабан нижней ленты
Наибольшее распространение в Китае получили линии бесподдонного прессования с формированием ковра на непрерывной полимерной ленте. Общий вид такой линии и ее схема приведены на рис. 3. Эта технология, известная еще с 1970-х годов, отлично зарекомендовала себя в Китае. Большинство китайских заводов оснащены линиями бесподдонного прессования, по сути, одинаковой конструкции. Варьируются только число формующих машин, формат изготавливаемых ДСП и число этажей пресса. Способ прост, как и эксплуатация оборудования, хорошо освоенного китайцами.
Формующие машины наружных и внутреннего слоев насыпают равномерный непрерывный ковер на конвейер из полимерной ленты. Для предотвращения прилипания ковра лента посыпается тальком.
пресса модели TH-MCP производства LINYI
Tianhe Woodworking Machinery Cо., Ltd

Холодная подпрессовка ковра для придания ему транспортной прочности осуществляется в ленточно-валковом прессе. Общий вид и схема ленточно-валкового пресса приведены на рис. 4.
Главный недостаток ленточно-валковых прессов - небольшое усилие подпрессовки и короткое воздействие давления на подпрессовываемый древесно-стружечный ковер - для ее продления китайские инженеры увеличивают длину прессов и число прессующих роликов, создавая по-своему уникальные конструкции.
Характеристики пресса модели TH-MCP производства компании LINYI Tianhe Woodworking Machinery Cо., Ltd приведены в табл. 1.
Кромки ковра опиливаются продольными пилами, а делительной пилой непрерывный ковер распиливается на брикеты. При неравномерной насыпке передающий конвейер поднимается и дефектный брикет сбрасывается в расположенный в приямке бункер, где измельчается в шнеке.
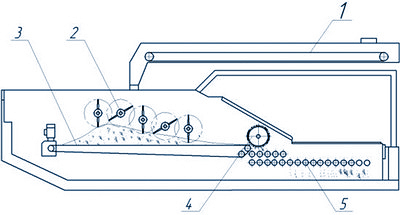
Рис. 11. Схема формующей машины: 1 – ленточный подающий конвейер;
2 – разравнивающие грабли; 3 – донный весовой конвейер;
4 – игольчатый сбрасывающий валец; 5 – формирующие ролики
Брикеты проходят по системе ленточных конвейеров и доталкивателем по одному загружаются на этажерку, на поддоны из термостойкого полимера. Этажерка поднимается в верхнее положение, и с нее загрузочной траверсой поддоны с брикетами загружаются в горячий пресс. При обратном ходе траверсы брикеты выкладываются с поддонов на плиты. Одновременно с загрузкой готовые необрезанные плиты выталкиваются на разгрузочную этажерку. С каждого этажа разгрузочной этажерки плиты подаются на разгрузочный конвейер, с которого поступают на веерный охладитель. От охладителя плиты подаются на пилу для обрезки продольных кромок, а затем на пилу для обрезки поперечных кромок.

Основные недостатки линий бесподдонного прессования на базе многоэтажных прессов: высокий расход связующего для обеспечения транспортной прочности брикетов, довольно большие припуски по толщине плиты и ограничение мощности - не более 80,0 тыс. м3 в год.
Фирмы Shanghai Chanho Machinery Co., Ltd и Xinyang Woodworking Machinery Co., Ltd выпускают линии прессования на базе одноэтажных прессов годовой производительностью от 30,0 до 80,0 тыс. м3. В 2005 году Xinyang Woodworking Machinery Co., Ltd изготовила первую в Китае линию производства ДСП мощностью 60,0 тыс. м3 в год на базе большеформатного одноэтажного пресса с форматом прессуемой плиты 2440-14 630 мм. Общий вид одноэтажного пресса и схема линии приведены на рис. 5.

Рис. 5. Общий вид одноэтажного пресса и схема линии производства компании Shanghai Chanho Machinery Co., Ltd:
1 – формующие машины наружных слоев; 2 – формующая машина внутреннего слоя; 3 – конвейер; 4 – делительная пила; 5 – ускоряющий конвейер;
6 – одноэтажный горячий пресс; 7 – приемный бункер бракованного ковра; 8 – веерный охладитель; 9 – поперечные пилы; 10 – продольные пилы


Пресс оснащается уникальной высокоточной гидросистемой, позволяющей контролировать по нескольким точкам положение верхней плиты пресса относительно нижней, что дает возможность непрерывно корректировать толщину прессуемой плиты по формату и таким образом уменьшать припуск на шлифование.
Производительность большинства линий, выпускаемых в Китае, варьируется от 10,0 до 100,0 тыс. м3 год. Почти все оборудование, в том числе установки для приготовления щепы и стружки, сушилки, смесители, главные конвейеры, представляет собой точные или несколько переработанные копии оборудования известных европейских фирм разных лет выпуска.
Выйти на принципиально новый качественный уровень китайским производителям оборудования позволило сотрудничество с известными европейскими фирмами Dieffenbacher GmbH, Siempelkamp GmbH, IMAL Srl и др.
Shanghai Wood-Based Panel Machinery Co., Ltd (SWPM) - один из крупнейших изготовителей оборудования для производства древесных плит в Азии. История предприятия насчитывает более 60 лет, а первые горячие прессы были выпущены заводом еще в 1958 году. После покупки пакета акций SWPM фирмой Dieffenbacher GmbH в 2009 году совместное предприятие стало именоваться D-SWPM. Китайские специалисты получили доступ к новейшим европейским научным разработкам и технологиям, что позволило им в кратчайшие сроки освоить производство современных прессовых линий непрерывного действия типа ContiPlus. Китайцы приняли участие и в совершенствовании выпускаемого оборудования, получив более 35 патентов на разные технические решения.
До августа 2014 года компания D-SWPM продала более 40 линий непрерывного действия ContiPlus. Выпускаются линии для производства плит шириной 1,22 м и длиной от 23,9 до 48,8 м. Общий вид пресса непрерывного действия ContiPlus и схема линии производства D-SWPM представлены на рис. 6.

Рис. 6. Общий вид пресса непрерывного действия ContiPlus и схема линии производства компании D-SWPM: 1 – формующая станция; 2 – конвейер;
3 – плотномер ковра; 4 – подпрессовщик; 5 – система удаления бракованного ковра; 6 – пресс; 7 – поперечные и продольные пилы;
8 – веерный охладитель; 9 – система стопоукладки
Производительность линий - 150,0-200,0 тыс. м3. Длина готовой плиты 2440-4880 мм, толщина 6-40 мм. Максимальная скорость прессования 1500 мм/с.
Кроме линий непрерывного прессования, D-SWPM изготавливает линии на базе многоэтажных прессов производительностью 30,0-80,0 тыс. м3 в год. Ширина готовых плит - 1220 и 1830 мм, длина - 2440-5490 мм.
Наряду с оборудованием для производства ДСП в Китае выпускаются линии ламинирования разной мощности. На множестве предприятий производят простейшее оборудование, качество которого оставляет желать лучшего. Подобные линии изготавливаются, как правило, для внутреннего рынка и с целью удешевления оснащаются недостаточно надежной гидроаппаратурой местного производства. Более сложные и дорогие линии, изготавливаемые на экспорт, оснащаются гидравликой японского или немецкого производства, японской электроникой.
Много неавтоматизированных линий ламинирования китайского производства успешно эксплуатируются в среднеазиатских республиках бывшего СССР.
Достоинства линий подобного типа: низкая стоимость оборудования, простота эксплуатации, недорогие расходные материалы и комплектующие. Стоимость пресс-прокладок китайского производства значительно ниже стоимости пресс-прокладок производства SESA Srl и Sandvik Surface Solutions GmbH, но зато и качество изготовления и покрытия прокладок ниже. В процессе эксплуатации простейших линий с ручной загрузкой и выгрузкой малоквалифицированным персоналом велика вероятность повреждения прокладок при неаккуратном обращении в ходе замены или при попадании на поверхность прокладок абразивных частиц. Поэтому использование недорогих китайских прокладок является оптимальным вариантом.
Наряду с простейшими линиями ламинирования в Китае производится и автоматизированное оборудование. Оно экспортируется в Турцию, Иран, Египет, Индию, Пакистан, Малайзию, ЮАР и многие другие страны.
ламинирования, выпускаемых фирмой Suzhou Wude Wood-Based
Panel Machinery Co., Ltd

Таблица 3. Некоторые российские предприятия по выпуску ДСП,
оснащенные оборудованием производства КНР

Фирма Suzhou Wude Wood-Based Panel Machinery Co., Ltd выпускает разные линии ламинирования - от самых простых, с ручной загрузкой, до вполне современных, рассчитанных на одновременное облицовывание двух плит. Технические характеристики линий Suzhou Wude Wood-Based Panel Machinery Co., Ltd представлены в табл. 2, принципиальные схемы приведены на рис. 7.
Так стоит ли приобретать китайское оборудование для производства и отделки плит? Какие у него недостатки и есть ли достоинства, кроме цены?
У российских производителей ДСП пока небольшой опыт эксплуатации оборудования производства КНР. Сведения о некоторых таких российских компаниях приведены в табл. 3.
На линиях этих предприятий ДСП изготавливаются бесподдонным способом.
На заводе ООО «Казсиб» установлена линия мощностью всего 20,0 м3 в год (около 60 м3 в сутки). Конструкция линии упрощена до предела. Формирование ковра осуществляется в один слой. Естественно, получить качественную мебельную плиту с мелкоструктурной поверхностью на таком оборудовании и по такой технологии весьма проблематично. Поэтому на предприятии отказались от пуска приобретенной линии ламинирования и ограничились выпуском плиты строительного назначения.

Рис. 7. Схемы: а – линии ламинирования с ручной подачей бумаги: 1 – роликовый стол; 2 – подъемный стол; 3 – податчик с вакуумными присосками;
4 – загрузочный механизм; 5 – пресс; 6 – разгрузочный механизм; 7 – подъемный стол; 8 – роликовый стол; б – автоматизированной линии:
1 – подъемный стол; 2 – механизм поштучной подачи; 3 – щеточный станок; 4 – укладчик нижнего листа бумаги; 5 – ленточный конвейер;
6 – укладчик верхнего листа бумаги; 7 – загрузочная тележка; 8 – пресс; 9 – разгрузочная тележка; 10 – станок снятия свесов;
11 – веерный охладитель; 12 – кантователь-укладчик с вакуумными присосками; 13 – роликовый стол
Технологическая схема производства ДСП на заводе ООО ПК «МДФ» приведена на рис. 8.

Рис. 8. Технологическая схема производства ДСП на заводе ООО ПК «МДФ»

Рис. 9. Барабанная ситовая сортировка мягких отходов лесопиления и
деревообработки
Принципиальная технологическая схема при работе на подобном оборудовании такова. Дровяная древесина и отходы лесопиления подаются на приемный стол-накопитель с поперечным цепным конвейером, ссыпаются на ленточный конвейер, проходят металлоискатель и измельчаются в барабанной рубительной машине (размер загрузочного окна 750 х 400 мм, диаметр барабана 800 мм, мощность привода 215 кВт). Щепа ленточным конвейером подается на барабанную ситовую сортировку для отделения крупной фракции. Кондиционная щепа поступает на наклонный ленточный конвейер, который можно передвигать по горизонтали, что позволяет насыпать на складе несколько куч щепы. Со склада щепа подается в приемные бункеры с винтовыми разгрузочными конвейерами, которые выгружают щепу на ленточные конвейеры, подающие ее в барабанные стружечные станки. Мягкие отходы древесины (опилки) фронтальным погрузчиком подаются в приемный бункер, из которого поступают на барабанную ситовую сортировку для отделения крупной фракции, луба, сколов древесины. В России барабанные сортировки не используются. В Китае подобные установки сортировки распространены ввиду простоты конструкции (вид сортировки приведен на рис. 9).
Отсеянные фракции щепы и опилок поступают на склад топлива для котельной.

б)

а)
Сырая стружка пневмотранспортной системой подается в бункеры сырой стружки, выгружается донными винтовыми конвейерами на ленточные конвейеры и поступает в термомасляные роторно-трубчатые сушилки стружки. Сушилки обогреваются термомаслом, температура которого 200 оС. Начальная влажность сырой стружки 40-60%, конечная - 2-3%.
Сушилки подобного типа ранее на отечественных заводах не эксплуатировались. Роторно-трубчатые сушилки использовались на заре промышленного производства ДСП - в начале 1960-х годов, когда специализированное оборудование для производства плит еще не выпускалось, и применялось оборудование, предназначенное для других отраслей: пищевой, химической и т. п. Позднее роторно-трубчатые сушилки почти повсеместно были вытеснены более эффективными барабанными или сушилками других типов. Однако в КНР роторно-трубчатые сушилки по-прежнему продолжают изготавливать.
Принцип работы роторно-трубчатых сушилок следующий: пучок труб ротора, обогреваемый изнутри термомаслом, медленно вращается в неподвижном корпусе и перемещает высушиваемую стружку через сушилку вдоль ее оси. Лопасти на периферии ротора поднимают стружку по периметру корпуса, и она ссыпается через пучок труб вниз, высушиваясь за счет контакта с трубами и конвекции горячего воздуха.
Из сушилок сухая стружка подается шнеками на механическую сортировку. Фракция стружки для внутреннего слоя пневмотранспортом подается в бункер сухой стружки внутреннего слоя, мелкая фракция - в бункер сухой стружки наружных слоев. Крупная фракция после доизмельчения в мельнице мелкого помола подается на повторную сортировку. Из бункера стружка пересыпается в весовой бункер-дозатор, а из него дозированно поступает в скоростной смеситель внутреннего слоя. Осмоленная стружка по ленточному конвейеру поступает на винтовой разравнивающий конвейер загрузки формующей машины внутреннего слоя.
Из бункера для стружки наружных слоев стружка ленточным конвейером подается в весовой бункер-дозатор, а затем дозированно в скоростной смеситель наружных слоев. Осмоленная стружка выгружается на ленточный конвейер и затем подается на винтовые разравнивающие конвейеры загрузки формующих машин наружных слоев, которые насыпают равномерный непрерывный ковер на ленточный конвейер.

На рис. 11 приведена схема формующей машины наружных слоев. Фракционирование стружки и формирование ковра осуществляются механическим способом, с помощью вращающихся роликов с насечкой.
В сравнении с роликами, используемыми в системе CrownFormer фирмы Siempelkamp GmbH, а также в аналогичной системе фирмы IMAL Srl, ролики китайского производства имеют насечку упрощенной геометрии. Однако качество формирования ковра они обеспечивают вполне удовлетворительное.
В ленточно-валковом прессе осуществляется холодная подпрессовка ковра. Кромки ковра опиливаются продольными пилами, а делительной пилой непрерывный ковер распиливается на брикеты.
В случае неравномерной насыпки передающий конвейер поднимается и дефектный брикет сбрасывается в бункер, где измельчается в шнеке. Стружка после измельчения подается пневмотранспортом в бункеры сырой стружки.
Рис. 11. Схема формующей машины: 1 – ленточный подающий конвейер;
2 – разравнивающие грабли; 3 – донный весовой конвейер;
4 – игольчатый сбрасывающий валец; 5 – формирующие ролики
Брикеты проходят по системе конвейеров и доталкивателем загружаются по одному в загрузочную этажерку. Этажерка поднимается в верхнее положение и с нее загрузочной траверсой осуществляется загрузка горячего пресса. Одновременно с загрузкой готовые необрезанные плиты выталкиваются на разгрузочную этажерку.
Нагрев плит пресса осуществляется термомаслом. С каждого этажа разгрузочной этажерки плиты подаются на разгрузочный конвейер, с которого поступают на веерный охладитель. От охладителя плиты направляются на пилу для обрезки продольных кромок, а затем на пилу для обрезки поперечных кромок. Обрезанные по формату плиты подаются на штабелеукладчик, с которого пакеты плит вилочным погрузчиком перевозятся на склад промежуточной выдержки перед шлифованием.
На участке шлифования-сортировки смонтирована линия фирмы Sanda Machinery Co., Ltd (КНР). В состав линии входят двухголовочный калибровальный станок типа SM2213/2R, четырехголовочный калибровально-шлифовальный станок типа SM2413/2R 2C, система конвейеров и сортировочных карманов.
Эксплуатация оборудования китайского производства выявила его главный недостаток - высокий расход связующего: 130-140 кг/м3. Это отрицательно сказывается на себестоимости производства и конкурентоспособности готовой продукции. Однако только при таком расходе обеспечивается транспортная прочность брикета, достаточная для того, чтобы он не разрушился при движении по конвейеру или загрузке в пресс. Большинство российских заводов при производстве плит расходуют гораздо меньше связующего - 100-110 кг/м3, а на современных заводах, использующих технологию непрерывного прессования в ленточных прессах, расход еще меньше - 65-75 кг/м3.
Одним из способов снижения расхода смолы может быть использование в составе связующего жидких лигносульфонатов, повышающих липкость и транспортную прочность брикетов. Другой способ - синтез смол с высокой липкостью непосредственно на заводе. На ООО ПК «МДФ» сумели освоить синтез смол с высокими показателями липкости из карбамидоформальдегидного концентрата КФК-85.
В ходе эксплуатации сушилок на ООО «СибПромИнвест» часто происходили возгорания стружки. Были случаи хлопков и взрывов древесной пыли. Хотя система пневмотранспорта сухой стружки от сушилок и была оснащена современным оборудованием для обнаружения искр производства фирмы GreСon (Германия), система пожаротушения оказалась неэффективной, для ликвидации частых возгораний пришлось сделать дополнительные люки в трубопроводах пневмотранспортной системы.
Подобные проблемы наблюдались и на предприятии «Казсиб». Кроме того, выяснилось, что при сушке стружки влажностью выше 60% резко падала производительность сушилки, поэтому роторная сушилка на этом предприятии была заменена барабанной.
Возгорания и взрывы нередки и при эксплуатации барабанных сушилок, однако причины воспламенения стружки в них иные, чем в роторно-трубчатых сушилках.
К основным причинам пожаров в роторных сушилках следует отнести налипание пыли и смолистых веществ на внутреннюю поверхность сушилки и трубы ротора с последующим возгоранием, наличие карманов (залеганий) пыли и смолистых веществ вне радиуса перемешивания с пересушенной и даже обугленной стружкой. Кроме того, температура труб в зоне сухой стружки почти такая же, как в загрузочном конце, и уже высушенная стружка влажностью 1-3% контактирует с трубами ротора, температура которых 220 °С, а это может привести к возгоранию стружки. При эксплуатации сушилок на «СибПромИнвесте» отмечались также утечки термомасла в местах сварки труб ротора внутрь сушилки.
Уменьшить число возгораний можно только путем регулярной очистки сушилок и воздуховодов от налипающих внутри частиц древесины и древесной пыли.

Рис. 12. Общий вид линии ламинирования на базе короткотактного пресса
типа YL1200-3, эксплуатируемой на ООО ПК «МДФ»
Есть у роторных сушилок и ряд достоинств. Это высокий КПД, поскольку теплоноситель циркулирует по замкнутому контуру и нет потерь тепла вместе с отработанной газовоздушной смесью, как в барабанных сушилках. При эксплуатации роторных сушилок выбросы продуктов сушки в атмосферу минимальны. Отсутствует прямой контакт агента сушки и стружки, и ее поверхность не загрязняется продуктами сгорания. Обогрев сушилок осуществляется от термомасляных котельных, работающих на угле и кородревесных отходах, что экономически целесообразно в негазифицированных районах России.
На ООО ПК «МДФ» также эксплуатируется линия ламинирования на базе 1200-тонного короткотактного пресса типа YL1200-3 производства компании Wuxi City Xunma Hydraulic Pneumatic Co., Ltd (рис. 12).
Нагрев плит осуществляется термомаслом марки МТ-300 от электрокотла мощностью 250 кВт. Режимы прессования не отличаются от принятых на автоматических линиях. Продолжительность цикла - от 18 до 30 с в зависимости от цвета и плотности пленки. Температура пресса - 190-200 °С. Производительность линии - 50-70 листов в час.
В качестве заключения
Можно выделить следующие достоинства оборудования китайского производства для изготовления ДСП: низкая стоимость, простота обслуживания и эксплуатации, высокая ремонтопригодность.
К недостаткам следует отнести: высокий расход связующего для линий бесподдонного способа прессования, низкую производительность роторно-трубчатых сушилок при сушке стружки влажностью выше 60%; недолговечность некоторых узлов и деталей.
В целом китайское оборудование при грамотном подходе к комплектованию и выбору производителя может служить вполне разумной альтернативой оборудованию европейского производства для завода мощностью 60,0-100,0 тыс. м3. Мини-заводы годовой производительностью 10,0-20,0 тыс. м3 слишком примитивны и годятся для изготовления только строительной плиты. Да и с экономической точки зрения приобретение таких заводов нецелесообразно.
Александр ФИЛИППОВИЧ, главный технолог,
Виктор НЕМОКАЕВ, коммерческий директор,
Алексей КИПРИЯНОВ, гл. энергетик
ООО ПК «МДФ»









