Лесопильные линии Super-Saver от Soderhamn Eriksson
Лесопильные линии Super-Saver
В течение последних нескольких десятков лет динамика развития технологии производства пиломатериалов претерпела очень большие изменения. В мировой практике техника для рамного пиления уступила место фрезерному, круглопильному и ленточнопильному оборудованию. Значительное развитие получили станки проходного типа: фрезерно-брусующие, многопильные круглопильные первого и второго ряда, фрезерно-профилирующее оборудование, а также сдвоенные и счетверенные вертикальные ленточнопильные станки. Новейшая техника постепенно вытеснила ручной труд, что обусловлено повышением требований к качественному обслуживанию оборудования, а также к уровню компетентности персонала.
Традиционно в российском лесопилении к средним лесопильным предприятиям относятся производства с объемом перерабатываемой древесины по входу от 80 до 200 тыс. м в год при работе в 2 смены. В данном диапазоне мощностей ведущий производитель лесопильного оборудования − шведский концерн Soderhamn Eriksson — предлагает уникальное производственное решение − фрезерно-ленточнопильную линию с рециркуляцией брусьев и оптимизацией раскроя. Принцип работы линии заключается в раскрое бревна путем последовательного пропускания его через фрезерно-ленточнопильный агрегат необходимое количество раз.
Линия оснащена системами оптимизации раскроя, что позволяет полностью автоматизировать лесопильный поток; для управления необходим только один оператор, основные функции которого сводятся к контролю и наблюдению за работой. Благодаря наличию систем оптимизации, а также возможности оборудования работать по принципу «гибких поставов», то есть изменять положение режущих инструментов непосредственно перед каждым бревном или брусом, линия может работать без сортировки бревен по диаметрам, что позволяет полностью отказаться от сортировочных линий, стоимость которых составляет свыше 750 тыс. евро. Для некоторого увеличения производительности возможно подсортировывать пиловочник на несколько укрупненных групп непосредственно на нижнем складе завода.
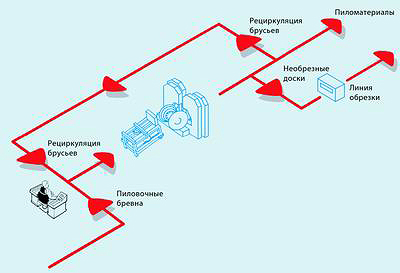
Производственный процесс начинается с подачи пиловочных бревен фронтальным погрузчиком на загрузочный конвейер. Бревна посредством пошагового устройства поштучной выдачи (step feeder) подаются на продольный конвейер и далее на подающий конвейер окорочного станка Cambio, где и производится их окорка. На линии установлен металлодетектор, что позволяет не допускать попадания бревен с металлическими включениями на лесопильную линию. С учетом того, что стоимость одной ленточной пилы составляет порядка 500 евро, данная опция является особенно актуальной для европейской части России, что подтверждается опытом работы передовых лесопильных производств. При подаче бревен на линию лесопиления производится их трехмерное измерение, что дает возможность оптимизировать раскрой бревен и максимизировать объемный выход пиломатериалов. Головным и единственным бревнопильным оборудованием линии является четырехпильный ленточнопильный станок модели 245, совмещенный с фрезерно-брусующим станком модели 2500. Ширина пропила составляет около 2,6 мм. На первом проходе производится отфрезеровка горбылей и последовательное отделение до 4 боковых необрезных досок, которые впоследствии направляются на автоматизированную оптимизационную линию Millomatic, где и производится их сканирование и последующая обрезка. Далее двухкантный брус по возвратному конвейеру транспортируется на исходную позицию, и после сканирования и ориентации цикл раскроя повторяется. Время изменения положения режущих инструментов (ленточных пил и фрезерных дисков) перед каждым бревном или брусом составляет порядка 0,3 с при перемещении на расстояние около 50 мм. Точность пиления − около ±0,5 мм. Таким образом, бревна распиливаются за необходимое число проходов через фрезерно-ленточнопильный агрегат. Принцип работы линии позволяет реализовать практически любую схему раскроя. Сякорости подачи на линии зависят от диаметра и состояния бревна, высоты пропила и находятся в пределах от 30 до 60 м/мин. С учетом того, что линия оснащена частотными преобразователями тока, скорость подачи может изменяться индивидуально на «прямой ветке», что позволяет максимально использовать ресурсы производительности.
Линия Super-Saver спроектирована по модульному принципу. Для заказчика это означает возможность постепенного наращивания производственной мощности. Система начального уровня может состоять из сдвоенного ленточнопильного станка, агрегатированного с фрезерно-брусующим станком, по мере возникновения необходимости можно установить ещё один дополнительный сдвоенный ленточнопильный станок. Порядок производительности линии Super-Saver представлен в таблице. Приведенные в ней уровни производительности являются ориентировочными, реальная производительность зависит от многих факторов, таких как: средний диаметр, число пропилов в бревне, среднегодовые условия работы, процент кривых бревен и т.д. Один из клиентов Soderhamn Eriksson, эксплуатирующий линию Super-Saver в Финляндии, на раскрое крупномерных бревен достиг производительности в 47 тыс. м пиломатериалов при работе в 1 смену.
в зависимости от комплектации (средний диаметр бревен – 20 см)
")
Для реализации возможности эффективного криволинейного пиления фрезерно-брусующий станок и ленточнопильный агрегат могут быть разнесены на расстояние, достаточное для установки в разрыв подающего конвейера, допускающего позиционирование криволинейного бруса. Данный вариант линии наиболее эффективен при небольшом среднем диаметре пиловочника (порядка 18 см) и позволяет не осуществлять возврата двухкантного бруса, полученного из тонкомерных бревен, на второй проход. В этом случае все необрезные доски поступают на линию обрезки.
К конкурентным преимуществам линии с рециркуляцией брусьев Super-Saver можно отнести:
- высокий объемный выход пиломатериалов, составляющий порядка 55 %. Один из наших клиентов при определенных условиях достиг 62 %;
- отсутствие сортировки бревен по диаметрам;
- высочайшее качество пиломатериалов, заключающееся в идеальных форморазмерах, низкой шероховатости поверхности и отсутствии внутренних напряжений в древесине;
- модульный принцип построения линии. Клиент может наращивать производительность в зависимости от своих потребностей;
- комплектную линию от одного производителя − от загрузочного конвейера для бревен до транспортеров выдачи готовой продукции;
- полная автоматизация позволяет осуществлять работу под контролем одного оператора, что решает проблему отсутствия квалифицированных кадров;
- небольшие размеры помещения для размещения линии (порядка 35 х 12 м);
- наличие развитой службы сервиса в России.
Все это определило несомненный успех концепции Super-Saver от Soderhamn Eriksson, ведущего мирового производителя лесопильного оборудования, выражающийся в поставке 62 линий этого типа с 1980 года. Мы надеемся, что российские лесопильщики по достоинству оценят конкурентные преимущества лесопильной линии Super-Saver, простого и технологичного решения для лесопильных заводов средней мощности, позволяющего достигнуть максимальных результатов в работе и высокого уровня рентабельности производства.
Владимир ШВЕЦ, Soderhamn Eriksson Russia, Сергей КОТИКОВ, Soderhamn Eriksson AB









