Станки углового пиления
Рубрика Лесопиление
В предыдущей статье, посвященной однодисковым станкам углового пиления, мы рассматривали основные принципы конструкции и работы станков производства словацкой фирмы StrojCAD (см. «Леспроминформ» № 6, 2006, с. 100). Кроме того, мы осветили ряд вопросов, касающихся однодисковых угловых станков и связанных с основными заблуждениями, (попутное пиление, низкая производительность, ненадежность поворотного узла и прочее).
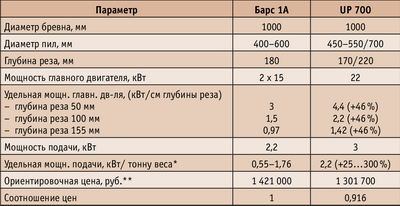
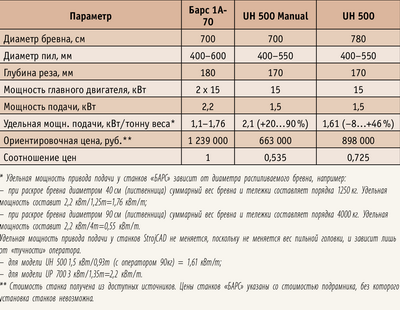
В данной статье мы предлагаем к рассмотрению сравнительные технические характеристики основных предлагаемых на рынке станков. В рамках этого обзора не будут рассматриваться копии уже известных одно- и двухдисковых станков, информация о которых все чаще появляется в последнее время. Что именно предлагается покупателям под видом промышленного оборудования судить пока нельзя: в природе просто нет таких станков, сколько-нибудь долго проработавших на реальном производстве, а не на опытных участках производителей данных копий. Пока остается только надеяться, что потребителям, уже купившим такое оборудование (если таковые имеются), все-таки повезет.
Таким образом, к рассмотрению предлагаются только те станки углового пиления, которые уже давно и широко представлены на российском рынке, а именно: станки модельного ряда «БАРС 1А» (Россия) и StrojCAD s. r. o. (Словакия).
Краткие принципиальные конструктивные отличия данных станков:
- распил на станках «БАРС 1А» производится 2 перпендикулярно расположенными пилами, бревно располагается на подвижной тележке, пильный узел стационарный. При движении тележки вперед производится отделение доски, обратный ход холостой.
В рамках данного сравнения мы не будем касаться споров о преимуществах и недостатках того или иного подхода к исполнению станков, поскольку зачастую позиции сторонников и противников обусловлены личными предпочтениями, домыслами, конкурентной борьбой, а не объективными показателями.
В завершение хотелось бы подчеркнуть, что данной статьей мы хотели лишь продолжить рассказ о станках производства фирмы StrojCAD. Информация, предоставленная в сравнительных характеристиках, была получена из доступных источников и ни в коем случае не претендует на «истину в последней инстанции». Выбор в пользу того или иного подхода к техническому исполнению станков для углового пиления всегда остается за покупателем. В одном из следующих номеров мы планируем рассказать о других разработках фирмы StrojCAD, а также о появлении на российском рынке станков, «похожих» на оригиналы из Словакии.









