Форматно-раскроечные станки. Часть 2
Сравнение моделей. Настройка
В прошлом номере журнала мы начали рассказ о форматно-раскроечных станках (ФРС), которые используются в основном в мебельном производстве. В первой части публикации был дан обзор конструкций ФРС. Эта статья посвящена сравнению характеристик существующих моделей данного оборудования, а также такому важному моменту, как настройка станков.
Часть 1. Обзор конструкций форматно-раскроечных станков
Оптимальный выбор конфигурации и точная настройка − два важнейших этапа, предопределяющих качество работы форматно-раскроечных станков. На первом этапе сравниваются технические параметры ФРС, для чего составляется сводная таблица с соответствующими показателями. Второй этап лучше доверить профессионалам, однако, как показывает опыт, знание методик настройки оборудования (они будут представлены в заключительной части статьи) никогда не бывает лишним.
В предлагаемой вашему вниманию публикации впервые приведена сводная таблица основных характеристик некоторых моделей форматно-раскроечных станков, данные для которой получены не из открытых источников, а путем опроса компаний, выпускающих или поставляющих подобное оборудование на российский рынок. Кроме численных показателей, компании-изготовители предоставили описания некоторых новшеств в конструкциях своих станков, которые заслуживают, на наш взгляд, особого внимания. К сожалению, формат публикации, не позволяет привести здесь все комментарии специалистов. Вот только некоторые из них.

Форматно-раскроечный станок FELDER К500S
В форматно-раскроечном станке К500S (Felder) система направляющих каретки X-Roll построена на основе роликовых линейных подшипников, что исключает точечные нагрузки на рабочие поверхности, износ которых в результате уменьшается. Кроме того, подшипники защищены от попадания пыли восемью силиконовыми пыльниками и дополнительно очищаются четырьмя щетками. Все это позволило увеличить срок гарантии на направляющие до шести лет. Направляющие наклона пильного агрегата оснащены синтетическим вкладышем Easy-Glide и также имеют 6-летнюю гарантию.
Форматно-раскроечный станок UNICA 400 (Griggio) имеет систему направляющих каретки на основе сдвоенных роликов и восемь скребков для очистки рабочих поверхностей. Пильный агрегат оснащен линейными направляющими для подъема и опускания, имеет упрощенную систему переключения скорости и аспирационное устройство с распределением потока отсасываемого воздуха.
Форматно-раскроечный станок SL 3200 серии OPTIMA (High Point). Многокамерная усиленная каретка на роликах, усовершенствованный по сравнению с более ранними моделями пильный агрегат, мощная для станков данного класса сварная станина. Станок имеет блокировку каретки во всех положениях, улучшенную эргономичность за счет установки цифровых устройств позиционирования упоров и линеек, обладает оптимальными эксплуатационными характеристиками для раскроя плит MDF, ДСП и других плитных материалов.
Модель Т60 (Martin) открывает линейку новой серии форматно-раскроечных станков, оснащенных пилами на специальных подшипниках. Следующая модель − Т75 PreX − предусматривает наклон пил на 46 в обе стороны; диаметр основной пилы − до 550 мм, что позволяет раскраивать заготовку высотой до 204 мм. Для такой пилы предусмотрен привод мощностью 7,5 или 11 кВт.

Форматно-раскроечный станок MARTIN Т75 PREX
Форматно-раскроечный станок CS 40 (SAC) имеет эргономичную панель управления с электронной регулировкой высоты реза, массивную станину, а также анодированную алюминиевую каретку, на стальных роликах скользящую по стальным направляющим, что гарантирует безупречную точность распила и долговечность работы станка.
Модель OMNIA 3200 R (Italmac). В базовой комплектации снабжена линейкой для параллельных резов с электронным счетчиком (magnetic strip), оснащена системой для угловых резов, комплектом инструмента.

Форматно-раскроечный станок ROBLAND NZ-3200

Форматно-раскроечный станок ITALMAC OMNIA 3200 R
Форматно-раскроечный станок V 90 (Panhans) оснащен устройством наклона пильного агрегата на 45,5° в обе стороны, системой ускоренного позиционирования Super-Gehrfix с автоматической компенсацией.
Форматно-раскроечный станок NZ-3200 (Robland) имеет массивную станину, опцию управления станком с электронного пульта. По сравнению с более ранними моделями позволяет выполнять поперечный распил большей длины.
Модель JTSS-1700 (Jet) предназначена для раскроя плит небольшого формата, однако такие станки незаменимы на производствах любого масштаба, где всегда есть детали соответствующих габаритов, которые необходимо точно распиливать. Модель проста, функциональна и недорога.

Форматно-раскроечный станок CASADEI SC 40 M

Форматно-раскроечный станок ALTENDORF WA 80 X
Форматно-раскроечный станок BABY-S2 (Stomana) также относится к малогабаритному эффективному оборудованию, имеет наклонный пильный блок с чугунным основанием и каретку с шариковыми направляющими.
Форматно-раскроечный станок SC 40 M (Casadei) имеет очень богатую стандартную комплектацию. Использование основного диска диаметром до 400 мм позволяет раскраивать детали толщиной до 130 мм, что упрощает работу с массивными заготовками, а моторизованный привод обеспечивает высокую скорость изменения параметров раскроя.
Форматно-раскроечные станки F45, F45 ELMO (Wilhelm Altendorf) выпускаются на протяжении многих лет и зарекомендовали себя как функциональные и производительные. Модернизация последнего времени − экопакет для снижения затрат электроэнергии на 25%, стыковка с программой оптимизации российского производства, вакуумный фиксатор заготовки на каретке.
Модель SI 6500, как и все остальные модели форматно-раскроечных станков SCM, оснащена запатентованной подвижной кареткой, не имеющей никаких регулировок и с точностью реза 0,05 мм по всей длине.
Форматно-раскроечный станок FILATO FL-3200 Maxi. В стандартную комплектацию станка входят: пневматическая балка, пневмоприжим, блоки цифровой индикации на упорах. Станок оснащен электроприводами для наклона пильного узла, а также для регулировки пил по высоте.

Форматно-раскроечный станок PAOLONI P3200 SX

Форматно-раскроечный станок FILATO FL-3200 Maxi
Безусловно, наиболее полную информацию о новшествах и достоинствах форматно-раскроечных станков могут предоставить их производители или официальные дилеры.
Но и те ограниченные сведения, которые мы предложили вниманию читателей, подтверждают выводы о тенденциях, наметившихся в разработке и производстве деревообрабатывающего оборудования данного класса (см. первую часть публикации: «ЛПИ» № 3 (69), 2010).
Настройка форматно-раскроечных станков
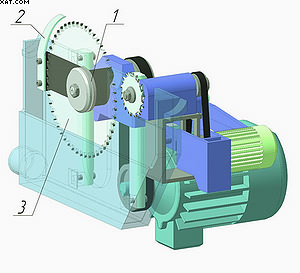
Рис. 1
Представляем вашему вниманию отдельные виды проверки и настройки форматно-раскроечного станка, напрямую влияющие на его точность и работо-способность. Они не заменяют и не дополняют официальные предписания завода-изготовителя, а носят рекомендательный характер. Кроме того, следует учитывать, что в большинстве случаев вмешательство в конструкцию оборудования без участия аккредитованных специалистов может повлечь отмену гарантийных обязательств поставщиком станка. Безусловного внимания и неукоснительного выполнения требуют правила техники безопасности при наладке, проверке оборудования и его эксплуатации. Тестирование форматно-раскроечного станка можно начать с пильного агрегата (рис. 1). Основная пила (рис. 1, поз. 3) устанавливается на шпиндель и фиксируется фланцем (рис. 1, поз. 3). Биение посадочного места не должно превышать 0,03 мм в радиальном и осевом направлениях. Это требование регламентировано отечественными стандартами. От его соблюдения зависит то, как будет работать пила. Колебания диска отражаются на качестве кромки плиты после распила и негативно влияют на другие элементы станка, постепенно разрушая их. Устранение биения возможно только путем замены шпинделя, так как его доработка приведет к изменению посадочного размера.
Температура нормально работающего шпинделя (рис. 2, поз. 4 и 2) не превышает температуру воздуха в цехе более чем на 50 °С. Лучше всего для ее измерения использовать электронный прибор − пирометр. Более высокий нагрев свидетельствует о нарушениях в работе подшипников и требует вмешательства специалистов. Бытует мнение, что для снижения нагрева в подшипники необходимо ввести дополнительную смазку. Но, во-первых, как правило, в станках используются подшипники закрытого типа, в которых смазка должна наноситься производителями на весь срок эксплуатации, а во-вторых, избыточная смазка может только усугубить ситуацию, дополнительно препятствуя движению шариков. По этим причинам нельзя нарушать защиту подшипников, а там, где есть штатные масленки, нужно строго следовать соответствующим инструкциям завода-изготовителя.
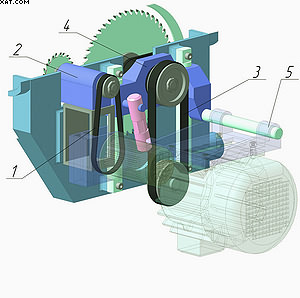
Рис. 2
Чрезмерные колебания и шум также являются тревожным симптомом для любого шпиндельного узла. Провоцировать нагрев могут и ремни (рис. 2, поз. 1 и 3), если они перетянуты. Особенно это касается ремня привода основной пилы (рис. 2, поз. 3). При механическом способе переключения скорости ремень периодически переставляется на нужную передачу. Происходит это с помощью настройки узла подвески (рис. 2, поз. 5). Наиболее удачной считается конструкция, в которой натяжение ремней и их дискретное ослабление для переключения скорости осуществляется разными механизмами.
В соответствии с ГОСТ 12.2.026.0-93 толщина расклинивающего ножа (рис. 1, поз. 2) должна быть на 0,5 мм больше ширины зубьев пилы. Кроме того, относительно инструмента нож должен располагаться симметрично. Контроль производится на неработающем станке, с помощью щупов и поверочной линейки (рис. 3, поз. 5), которая прикладывается к боковой поверхности расклинивающего ножа.
После всех установок шпиндельные узлы и приводы, показанные на рис. 2, должны надежно фиксироваться относительно корпуса пильного блока, чтобы при приложении усилий не возникало их смещения.
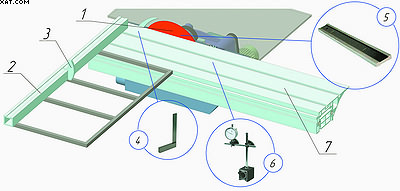
Рис. 3
Контроль правильной настройки подрезной пилы эффективно осуществляется методом пробного пиления. Неслучайно для оперативной корректировки этого инструмента на станках современных моделей органы управления выведены в доступные зоны либо оснащены электроприводами. Дело в том, что размер и симметричность выступов на кромках, которые оставляет подрезная пила по принципу своей работы, определяются опытными операторами визуально − непосредственно на детали. Необходимость подстройки может возникать в процессе работы, при смене инструмента. Неправильная установка подрезной пилы является основной причиной сколов декоративного покрытия древесно-стружечных плит. Кроме того, на качество кромки оказывает влияние тип используемого инструмента и состояние его режущих кромок. Следующий этап тестирования форматно-раскроечного станка требует установки поверочного диска (рис. 3, поз. 1). По сути, это имитатор пилы, изготавливаемый из стального листа, который имеет толщину, равную ширине зубьев реального инструмента. Поверочный диск должен быть идеально плоским, иметь соответствующее посадочное отверстие и фиксироваться на время испытаний фланцем основной пилы (рис. 1, поз. 1).
форматно-раскроечных станков
")
С его помощью проверяется работа каретки и ее компонентов. В качестве поверочного диска можно использовать и дисковую пилу, но зубья в ней, как правило, расположены несимметрично и поочередно выступают на разные стороны.
Поэтому на последующих этапах тестирования при прикладывании поверочной линейки следует тщательно следить за тем, чтобы она контактировала только с вершинами зубьев, выступающими на одну сторону пилы.
Во время тестирования и соответствующих наладок категорически запрещается включать станок с поверочным диском, а также с установленным на нем штатным инструментом. Это одно из главных требований техники безопасности.
Пильный агрегат с поверочным диском перемещается в вертикальное положение, поднимается и фиксируется. Линейка (рис. 3, поз. 2) поворачивается в крайнее положение, соответствующее пилению под прямым углом в плане. Величину этого угла теперь легко проверить поверочным угольником (рис. 3, поз. 4). Если угольник не прилегает к поверхностям линейки (рис. 3, поз. 2) и диска (рис. 3, поз. 1), необходимо скорректировать положение упорного винта данной линейки, отвечающего за ее положение относительно плоскости пропила. Упорный винт, как правило, располагается на рамке, прикрепленной к каретке.
Далее проверяется шкала, расположенная на линейке (рис. 3, поз. 2). Этой шкалой оператор пользуется, когда выставляет упор (рис. 3, поз. 3). Разность между показаниями шкалы и фактическим размером можно определить, если измерить расстояние от упора (рис. 3, поз. 3) до поверочного диска (рис. 3, поз. 1). Измерения проводятся в крайних положениях упора и в средней точке линейки (рис. 3, поз. 2).
Разница в показаниях может быть в пределах точности шкалы. В общем случае этот предел соответствует цене деления штатной шкалы и равен +0,5 мм.
Следующий шаг − тестирование каретки (рис. 3, поз. 7), точнее, подвижного стола форматно-раскроечного станка. Основными дефектами направляющих, образующимися в процессе работы станка, являются их выработка и неравномерный износ. В результате траектория каретки становится непрямолинейной. Это сказывается на геометрии получаемых деталей и качестве кромки после выполнения пропила − образуются ступеньки, сколы, остаются следы от инструмента и т. п. Однако износ не единственная причина нарушения функций подвижного стола.
В процессе транспортировки, а также из-за неправильной установки весь узел каретки (рис. 3, поз. 7) может сместиться относительно станины станка, к которой он крепится болтами. В этом случае образуется угол между плоскостью пилы и траекторией движения каретки. При этом линия пропила может оставаться прямолинейной, а кромка будет иметь характерные следы от зубьев инструмента по всей длине.
Все эти отклонения могут быть выявлены. Для этого используется поверочная линейка (рис. 3, поз. 5), которая соприкасается с поверочным диском (рис. 3, поз. 1) и тем самым воспроизводит фактическую плоскость пропила. Во избежание неточности измерений следует надежно зафиксировать этот контакт на время проверки.
Для проверки линейных перемещений на каретку на магнитной стойке устанавливается так называемый стрелочный индикатор часового типа (рис. 3, поз. 6), причем так, чтобы его рабочий шток упирался в поверочную линейку (рис. 3, поз. 5), а стрелка находилась в середине предполагаемого диапазона измерения. Прибор показывает величину перемещения штока с точностью до 0,01 мм.
Процедура проверки заключается в плавном перемещении каретки (рис. 3, поз. 7) вместе с установленным на ней индикатором (рис. 3, поз. 6) в пределах длины поверочной линейки (рис. 3, поз. 5).
Если каретка исправна и правильно установлена, стрелка индикатора (рис. 3, поз. 6) будет практически неподвижна. Это означает, что траектория движения каретки строго параллельна поверочной линейке (рис. 3, поз. 5) и поверочному диску (рис. 3, поз. 1), имитирующим положение плоскости пропила.
В противном случае следует фиксировать показания индикатора (рис. 3, поз. 6) с последующим анализом величины отклонения. Хаотическое изменение показаний свидетельствует о наличии местных зазоров в направляющей каретке, но может быть и следствием ненадежного закрепления штатива индикатора (рис. 3, поз. 6). Плавное изменение показаний может быть вызвано перекосом всей каретки, а также неточной установкой поверочного диска (рис. 3, поз. 1) или поверочной линейки (рис. 3, поз. 5).
Проверку каретки рекомендуется выполнять при появлении первых симптомов − описанных выше дефектов кромки. Иначе, из-за неточных результатов эксперимента, можно поставить ложный диагноз и, что самое неприятное, нарушить заводскую регулировку каретки.
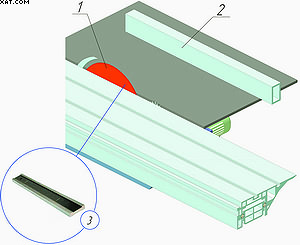
Рис. 4
Следующий этап выполнения программы тестирования форматно-раскроечного станка − проверка его второй линейки (рис. 4, поз. 2). Она используется, когда заготовка подается по неподвижному столу. Подготовка к проверке также начинается с имитации плоскости пиления: поверочная линейка (рис. 4, поз. 3) соприкасается с поверочным диском (рис. 4, поз. 1) и удерживается в таком положении. Линейка (рис. 4, поз. 2) последовательно выставляется в крайних и среднем положениях. При необходимости количество контрольных точек можно увеличить. В каждом таком положении производятся два вида измерений. Прежде всего измеряется фактическое расстояние между поверочным диском (рис. 4, поз. 1) и линейкой (рис. 4, поз. 2), которое сравнивается с показанием встроенной шкалы, установленной в механизме перемещения линейки (рис. 4, поз. 2). Как и в случае с упором каретки (рис. 3, поз. 3), разница в показаниях должна быть в пределах точности штатных средств настройки станка. Второй вид тестирования линейки (рис. 4, поз. 2) заключается в определении ее параллельности пиле. Этот параметр напрямую влияет на качество пиления. Контроль осуществляется путем замера расстояний между крайними точками установленной на диске поверочной (рис. 4, поз. 3) и исследуемой линейки (рис. 4, поз. 2). При правильной настройке станка эти расстояния будут равны. В противном случае потребуется корректировка механизма позиционирования линейки (рис. 4, поз. 2) относительно станины или стола станка (в зависимости от конструктивного исполнения узла − от того, к чему он крепится).
Косвенными признаками неправильной установки продольной линейки (рис. 4, поз. 2) также являются дефекты кромки или затруднения в подаче заготовки, когда линейка (рис. 4, поз. 2) и пила образуют своеобразный клин.
Завершающим этапом предлагаемой методики тестирования форматно-раскроечного станка является проверка взаимного расположения подвижного (рис. 5, поз. 1) и неподвижного (рис. 5, поз. 2) столов. Для этого на них устанавливается поверочная линейка (рис. 5, поз. 5).
Если столы находятся не в одной плоскости или искривлены, то между ними и линейкой будут зазоры. Поднять или опустить каретку (рис. 5, поз. 1) можно за счет узла ее крепления к станине регулировочными винтами или специальными вставками. Устранение искривления массивного стола (рис. 5, поз. 2) и подвижной каретки в условиях предприятия практически невозможно.
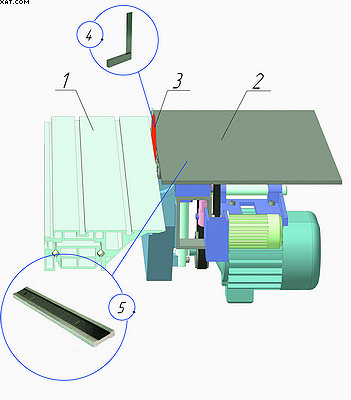
Рис. 5
Кроме того, с помощью поверочного угольника (рис. 5, поз. 4) необходимо проверить фактический угол между диском (рис. 5, поз. 3) − имитатором пилы − и неподвижным столом (рис. 5, поз. 3). Установленный вначале в вертикальное положение поверочный диск (рис. 5, поз. 3) может отклониться от него, на что укажет угольник (рис. 5, поз. 4). Причин тому может быть несколько: нарушение угловой шкалы механизма наклона; неправильно отрегулированные упоры крайних положений наклона пильного блока; значительный износ опор пильного агрегата. Все эти отклонения, как и другие нарушения работы оборудования, требуют вмешательства квалифицированных специалистов, а представленная выше методика носит рекомендательный характер.
Важно (если только речь не идет о бракованном оборудовании) диагностировать все отклонения в работе оборудования на раннем этапе, в момент их появления. Только тогда есть шанс устранить неполадки путем дополнительной регулировки и настройки, без замены узлов и агрегатов.
К общим рекомендациям, способствующим нормальной работе форматно-раскроечного станка, относятся: надежная установка станка в горизонтальное положение на твердый фундамент − бетонный или железобетонный; эффективная аспирация и регулярная чистка узлов и агрегатов; стабильное электроснабжение и надлежащее заземление деревообрабатывающего оборудования; расположение станка, предусматривающее достаточных размеров рабочую зону, зону обслуживания, участки загрузки заготовки и приемки деталей; допуск к работе со станком специалистов соответствующей квалификацией, обладающих необходимыми знаниями и навыками; использование качественного и хорошо подготовленного инструмента.
При таких условиях и удачном выборе модели форматно-раскроечные станки могут успешно выполнять свои функции на протяжении 5−8 лет интенсивной эксплуатации.
Андрей МОРОЗОВ,
компания «МедиаТехнологии»,
по заказу журнала «ЛесПромИнформ»
Форматно-раскроечные станки. Ч. 1. - ЛесПромИнформ №3 (69) 2010 год









