Thyssen Krupp сделал безошибочный выбор
В марте 2008 года компания Söderhamn Eriksson AB через своего представителя в Германии − MH-Maschinen Gmbh поставила линию лесопиления для производства железнодорожных шпал концерну Thyssen Krupp AG.



Начало проекту было положено в июле 2007 года после запроса с указанием назначения пилопродукции и объемов выпуска в представительство компании Söderhamn Eriksson AB. Стоит отметить, что прежде контактов между компаниями не было − это первый опыт сотрудничества.
Цели, поставленные руководством проекта, заключались в создании гибкого лесопильного производства, способного оперировать с крупномерным пиловочником и обеспечивающего высокое качество выпускаемой продукции при низких эксплуатационных затратах. Менеджер проекта со стороны заказчика раньше работал на крупнейшего производителя пиломатериалов в Германии Klausner Holz и имеет богатый производственный опыт.
Поскольку заказчиком выступил концерн, специализирующийся на выпуске стали (а именно подразделение, производящее железнодорожные рельсы), понятно, что основной продукцией завода являются железнодорожные шпалы. Сырье для лесопильного завода − бук и дуб местного происхождения. Практическая реализация проекта началась после посещения представителями заказчика нескольких лесопильных заводов в Южной Германии, работающих на оборудовании компании Söderhamn Eriksson и применяющих ленточнопильную технологию, выбор которой был совершенно очевиден, поскольку в качестве исходного сырья планировалось использование толстомерного пиловочника твердолиственных пород. В данном случае эксплуатация ленточнопильных станков полностью оправданна с точки зрения экономии дорогостоящего сырья и гибкости раскроя, поскольку работа линии лесопиления планировалась без сортировки пиловочных бревен. В результате сотрудничества стороны постепенно пришли к структуре лесопильной линии на базе фрезерно-ленточнопильного станка с рециркуляцией брусьев и обрезкой боковых досок на обрезном станке-автомате с оптимизацией.
Принцип работы линии заключается в раскрое бревна путем последовательного пропускания его через фрезерно-ленточнопильный агрегат необходимое количество раз. Благодаря наличию систем оптимизации, а также возможности оборудования работать по принципу «гибких поставов» (то есть изменять положение режущих инструментов непосредственно перед каждым бревном или брусом) линия может работать без сортировки бревен по диаметрам, что позволяет полностью отказаться от сортировочной линии пиловочника.
На принятие решения в пользу компании Söderhamn Eriksson повлиял большой опыт компании и её репутация надежного и проверенного поставщика подобных линий. Ещё один аргумент − комплексность и поставка всего оборудования с гарантией от одного поставщика. И лишь на третьем месте для заказчика значилась стоимость оборудования, поскольку кажущаяся на первоначальном этапе более выигрышной цена может привести к дополнительным затратам в будущем. Заказчик принял во внимание и опыт компании по изготовлению и монтажу подобных производств (аналогичных заводов было почти 70), и такие технические решения, как применение спиралевидных фрезерных дисков на фрезерно-брусующем станке, использование бревнопильного агрегата на базе фрезерно-ленточнопильного станка AKE SawMaster 1600 - 4 (выпущено более 1200 станков), запуск автоматической линии обрезки боковых досок Edgar (изготовлено 400 линий).
Окончательное решение было принято по результатам испытания оборудования. Клиент доставил грузовик бревен на действующий завод, оснащенный ленточнопильным оборудованием компании Söderhamn Eriksson, и произвел раскрой по своей спецификации. После подсчета объемного выхода продукции, баланса отходов и точности пиления компания Söderhamn Eriksson была однозначно и бесповоротно выбрана поставщиком основного технологического оборудования для линии пиления.
Завод находится в 50 км к северо-востоку от Ганновера, в местечке Гросс Ойзенген (Gross Oisengen), и занимает площадь около 12 га. Производственный процесс имеет свои особенности и отличается от традиционно принятого в Скандинавии и России. Пиловочник на завод поставляется в хлыстах. Перед подачей хлыста в цех 3D-сканером измеряются его геометрические параметры, затем следует раскрой по длине вариационным методом под управлением оптимизационной программы, что позволяет повысить объемный выход пиломатериалов на несколько процентов. Линия раскроя хлыстов дает возможность работать с материалом длиной от 12 до 18 м. Далее пиловочные бревна окоряются на окорочном станке с фрезерующей головкой, после чего поступают в цех лесопиления.
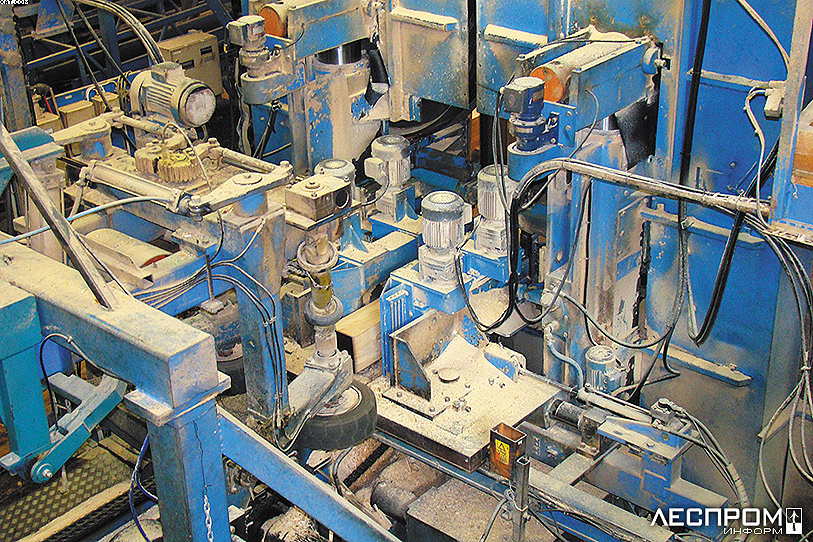
Трехмерное измерение позволяет оптимизировать раскрой бревен и максимизировать объемный выход пиломатериалов. Головным и единственным бревнопильным оборудованием линии является 4-пильный ленточнопильный станок модели 245, совмещенный с фрезерно-брусующим станком модели 2500. Ширина пропила составляет около 2,6 мм. При первом проходе производится отфрезеровка горбылей и последовательное отделение до четырех боковых необрезных досок, которые впоследствии направляются на автоматизированную оптимизационную линию, где и производится их сканирование и последующая обрезка. Далее двухкантный брус по возвратному конвейеру транспортируется на исходную позицию, и после сканирования и ориентации цикл раскроя повторяется. Боковые доски уходят на линию сортировки Rosens (Швеция) с 12 карманами. На предприятии предусмотрена только атмосферная сушка пиломатериалов. Готовая продукция (железнодорожные шпалы) складируется и пакетируется на отдельном участке. Производительность завода − около 200 м³ готовой продукции в смену.
Поставщиком оборудования по удалению и переработке отходов стала компания BRUKS Klöckner Gmbh (Швеция-Германия). Технологическая щепа продается ближайшему целлюлозно-бумажному производству.
Thyssen Krupp AG является одним из крупнейших технологических концернов в мире. В сферу деятельности Thyssen Krupp входит производство стали, промышленных товаров и оказание сервисных услуг. Компания подразделяется на пять сегментов: Steel (сталь), Stainless (нержавеющая сталь), Elevator (лифты/эскалаторы), Technologies (технологии) и Services (сервисное обслуживание). В 2006-2007 бюджетном году оборот концерна достиг 51,7 млрд евро. В филиалах по всему миру работает более 191 тыс. сотрудников фирмы.
Владимир ШВЕЦ









