Часть 3. Столярная мастерская
Начало см.: «ЛесПромИнформ» 2025. № 5–6 по ссылкам:
Часть 1
Часть 2
Продолжая разговор об организации столярной мастерской как объекта малого бизнеса, рассмотрим выбор оборудования и подготовке режущего инструмента для токарного и шлифовального участков такой мастерской.
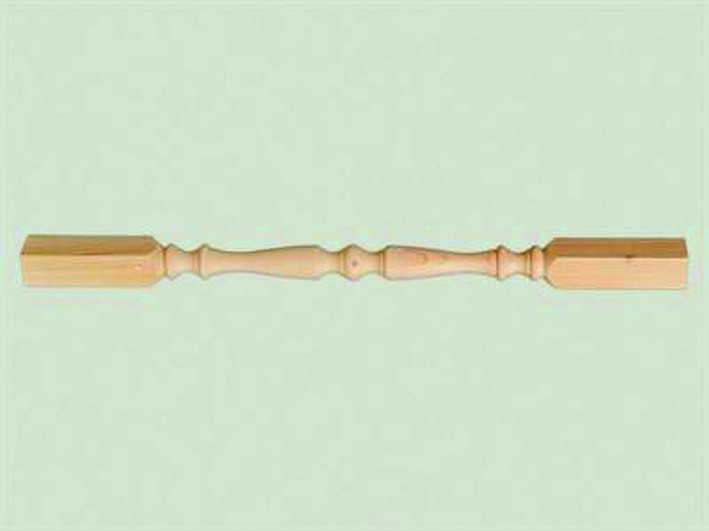
На токарном участке из квадратных заготовок можно изготавливать разные точеные детали для мебели и другой продукции. Наиболее востребованы такие детали, как ножки для столов, стульев, кресел, балясины, фигурные столбы, карнизы, детские игрушки, декоративные накладки.
Токарный участок
Токарные станки по дереву конструктивно подразделяются на станки с ручной подачей, полуавтоматические с копиром и автоматические с ЧПУ. У предпринимателя широкий выбор видов основного станка в соответствие с возможностями и задачами производства. Особенно необходим токарный станок в производстве лестниц, где требуется много столбов и балясин.
Для получения декоративных накладок точеная деталь распиливается на ленточно-пильном станке вдоль точно по оси вращения на две готовые.
Одним из основных параметров станка является максимальная длина детали. Для изготовления ножки стула достаточно длины 400 мм, для ножки стола – 750 мм, для балясин – 1200 мм, для столбов – до 2500 мм. Для изготовления мелких деталей для мебельных изделий, игрушек предназначены специальные станки (рис. 2).
диаметр заготовки до 80 мм, мощность двигателя 2,2 кВт
В станке MC 2022 используется специально заточенный профильный нож, повторяющий контуры заготовки. Обработка выполняется в два этапа за один установ детали: черновая – резцом, чистовая – специальным профильным ножом.

Один из самых простых настольных токарных станков – «Зубр» ЗСТД-350-1000. Максимальная длина заготовки 1000 мм, максимальный диаметр 350 мм. Мощность
0,35 кВт, шпиндель 840–2480 об/мин, вес 25 кг.
Для надежной работы потребуется также режущий инструмент – набор стамесок для точения.
Практика показывает, что в ручном режиме можно изготовить до 40 балясин за смену.
В копировальном токарно-фрезерном станке (рис. 4) обработка древесины осуществляется не токарными резцами, а высокооборотными вращающимися фрезами, по шаблону. Обработка твердосплавной фрезой на порядок повышает производительность и стойкость инструмента и позволяет получать изделия, которые невозможно изготовить на традиционном токарном станке. Длина заготовки 50–1150 мм, диаметр 10–165 мм. Дисковая фреза 200 × 30 мм. Мощность станка 1,9 кВт, габаритные размеры 1740 × 780 × 1050 мм, вес 550 кг.
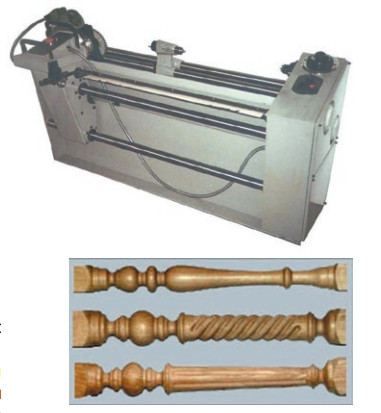
получаемые на нем изделия
Для предприятия деревянного домостроения и производящего деревянные лестницы, декоративные столбы и прочие детали, требующие точения, потребуется более сложное оборудование, например токарный станок с копиром и автоматической подачей инструмента. Этим условиям удовлетворяют, например, станки Ostermann (рис. 5).
Отличительные особенности станков компании Ostermann:
- возможность производить продольное и поперечное копирование по шаблону или образцу;
- возможность точения изделий типа «косичка»;
- возможность увеличения межцентрового расстояния до 2540 мм;
- наличие планшайбы, делительного приспособления и люнета.
В ходе работы этих станков резец, двигаясь, повторяет форму образца или специального копира. Для повышения качества обработки деталей предусмотрено черновое точение (оцилиндровка) и чистовое профильное точение изделия. Большое межцентровое расстояние позволяет изготавливать на станках Ostermann такие изделия, как фигурные столбы длиной до 2,5 метра.
Наиболее современным вариантом основного оборудования являются токарные станки с ЧПУ. Они не требуют изготовления шаблонов, а работают по заданной программе. Степень автоматизации работ может быть разной. Существуют станки с автоматической заменой инструмента и автоматической подачей заготовок. Станки фирмы Beaver имеют два токарных ножа, расположенных друг против друга, что позволяет уравновешивать усилия поперечного изгиба деталей. Фрезерный узел дает возможность делать винтовые проточки, продольные полосы и другие украшения на детали.

Наиболее доступный станок с ЧПУ – настольный станок производства Каменского завода Twitte для изготовления балясин (рис. 6). Верхнее расположение фрезерного инструмента, максимальная длина детали – один метр.

Для изготовления длинных точеных деталей используются специальные круглопалочные станки проходного типа.
СтанокКП-62 (рис. 7) оснащен двумя рядами подающих и прижимающих роликов. Применяется для производства деталей мебели, изделий хозяйственно-бытового назначения (черенков для лопат, грабель, кольев), спортинвентаря. Диаметр изделия 10–60 мм, минимальная длина заготовки 350 мм. Скорость подачи 6, 9, 12 м/мин, частота вращения вала 4000 об/мин, мощность (два двигателя) 3,75 кВт, габаритные размеры 1270 х 500 х 995 мм, вес 325 кг.

Участок шлифования
Шлифование деталей – обязательная операция перед отделкой. Оборудование для ее выполнения предлагается разное. Простейший вариант – ручная шлифовальная машинка с пылесборником (рис. 8). Мощность 350 Вт, частота вращения диска до 13 000 об/мин, частота колебания платформы до 26 000 кол./мин, ход платформы 2 мм, диаметр диска до 125 мм, вес 1,5 кг.
Шлифовальная лента в виде диска крепится к башмаку тканью типа «липучка» и легко заменяется. В ленточных шлифовальных машинках (рис. 9) используется бесконечная лента, склеенная под углом 45 градусов. Мощность 950 Вт, скорость ленты до 6 м/с, лента 533 × 76 мм, вес 3,6 кг. Срок службы такой машины до пяти лет.
Универсальны ленточно-шлифовальные станки (рис. 10), которые подходят для работы как со щитами, так и с брусками.

В станке Belmash BDG 100/152 (диаметр диска 152 мм, лента 915 × 102 мм, скорость 4,7 м/с, вес 11,5 кг) и подобных шлифовальная лента закрепляется специальным замком.
В последние годы широкое распространение получил лепестковый щеточный инструмент (рис. 11), пригодный для шлифования как плоских, так и профильных поверхностей, а также для создания эффекта «старения» древесины (браширования). Такой эффект достигается за счет того, что крупнозернистый материал удаляет относительно мягкую раннюю древесину годового слоя, оставляя почти нетронутой позднюю древесину. В результате достигается объемная текстура поверхности, которая подчеркивается при покрытии древесины красителями и лаками.
Лепестковый инструмент представляет собой полоски абразивной ленты, закрепленные на диске, валике, цилиндре или втулке. Такие диски и цилиндры могут использоваться в ручном инструменте, вроде УШМ, другом специальном устройстве.
Декоративное изменение текстуры древесины достигается не только методом браширования, но и обжигом открытым огнем, например с помощью газовой горелки. В зависимости от степени обжига можно получить рисунки разной интенсивности – от контрастного до полностью черного. После удаления золы щеткой и покрытия лакокрасочным материалом поверхность приобретает новый облик и повышенную стойкость к атмосферным воздействиям. Такой способ отделки подходит для всех пород древесины, но особенно для облагораживания мягколиственных и хвойных (осины, ели, сосны).

Режущий инструмент и его подготовка
Хорошее состояние режущего инструмента является залогом высокого качества обработанных поверхностей, а значит, и качества всей продукции. Инструментальному хозяйству столярной мастерской следует уделять особое внимание и не допускать использования тупого или неправильно заточенного инструмента.
Всегда следует применять режущий инструмент, рекомендованный изготовителем оборудования.
В полнокомплектной столярной мастерской должен быть следующий набор инструментов:
- пилы для поперечного пиления;
- пилы для продольного пиления;
- пилы для смешанной распиловки;
- строгальные ножи для фуганка и рейсмуса;
- ленточная пила для ленточно-пильного станка;
- насадные фрезы;
- концевые фрезы;
- сверла;
- набор токарных резцов.
Заточное оборудование может быть представлено обычным точильным станком с абразивным кругом плоской, тарельчатой или чашечной формы. Для пил с напайками твердого сплава следует использовать круги с алмазным напылением. Ввиду многообразия режущего инструмента стоит выбрать универсальный заточной станок, например IRONMAC-163 (рис. 12, 13). Максимальные размеры фрез (D × d × B) 200 × 40 × 150 мм, плоских ножей (L × B) 630 × 40 мм, диаметр хвостовика концевой фрезы 3–13 мм, диаметр пил 120–500 мм. Мощность 0,55 кВт, вес 60 кг.
Для заточки отдельных видов инструмента можно использовать специализированное заточное оборудование. Простой станок для заточки дисковых пил JMY8-70 (рис. 14) предназначен для заточки пил с твердосплавными пластинами по передней и задней граням, а также косого угла по передней и задней граням. Размеры заточного круга 125 × 10 мм, угол поворота круга ±20°, угол поворота рамки ±30, ±40°, диаметр пил 100–700 мм, мощность 250 Вт, вес 35 кг.

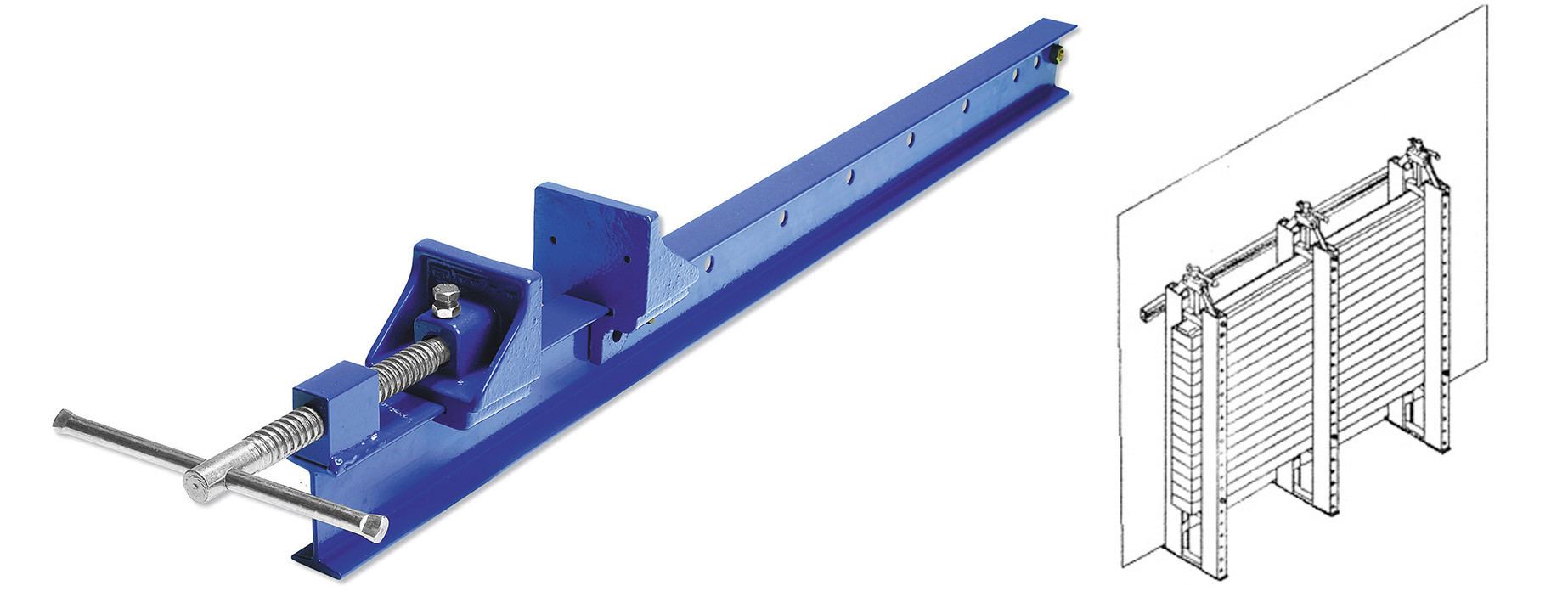
Для заточки узких ленточных (столярных) пил можно использовать станок с горизонтальным (рис. 15) или вертикальным расположением ленточной пилы. Ширина ленточных пил 25–60 мм; шаг затачиваемых зубьев 22,2 мм; вес 55 кг.
Заточка производится профильным эльборовым шлифовальным кругом, который повторяет весь профиль зуба, что гарантирует неизменность профиля после перезаточки. При переходе с одного профиля зуба на другой не требуется конструктивное изменение станка, достаточно перенастройки толкателя или замены заточного круга.
Для заточки плоских ножей служит заточной станок с диском чашеобразной формы (рис. 16). Размеры заточного круга 100 × 20 × 50 мм, максимальная длина ножей 480 мм, мощность электродвигателя 370 Вт; вес 25 кг.
Текст: Владимир Волынский









