Деревообрабатывающее оборудование. Классификация Eumabois. Часть 2
Лесопильное оборудование
Часть 1. Оборудование склада сырья круглых лесоматериалов
Часть 3. Оборудование для сушки пиломатериалов
Часть 4. Торцовочные пильные станки для вторичной деревообработки
Часть 5. Круглопильные станки: прирезные и форматные
Часть 6. Станки ленточнопильные столярные
Часть 7. Станки продольно-фрезерные
Часть 8. Станки фрезерные и фрезерно-копировальные
Часть 9. Шипорезные станки
Часть 10. Станки для обработки и облицовывания кромок
Часть 11. Станки для выборки отверстий и пазови
Часть 12. Станки токарные
Часть 13. Станки шлифовальные
Часть 14. Оборудование для сращивания на зубчатый шип
Часть 15. Оборудование для склеивания массивной древесины
Часть 16. Оборудование для отделки древесины жидкими лакокрасочными материалами
Часть 17. Оборудование для облицовывания древесины пленочными материалами
Часть 18. Оборудование для производства окон и дверей
Часть 19. Специализированное оборудование для производства стульев
К лесопильному оборудованию относятся станки и вспомогательное оборудование, предназначенные для продольного пиления бревен (первый ряд) и брусьев (второй ряд), обрезки кромок досок, а также для всех остальных операций, связанных с формированием сечения и длины пиломатериалов, их сортировки по разным признакам и упаковки.
В классификации EUMABOIS в классе 01.02 «Оборудование лесопильное» указаны следующие группы:
- 01.02.01. Лесопильные установки первого и второго ряда.
- 01.02.02. Оборудование околостаночное для транспортировки, сортировки, штабелирования пиломатериалов.
- 01.02.03. Технические средства для измерения и учета пиломатериалов.
- 01.02.04. Лесопильные комплексы передвижные.

Рис. 1. Схемы лесопильных рам: а – горизонтальной РГ-130
Основное бревнопильное оборудование в группе 01.02.01 разбито на 22 подгруппы. Сюда же автор счел нужным добавить еще одну подгруппу: 01.02.01.23 «Станки для обработки горбыля» - так как, во-первых, такие станки широко распространены в лесопильном производстве, а во-вторых, классификация EUMABOIS допускает добавление новых позиций.
Начнем обзор с классического бревнопильного оборудования - лесопильных рам. По расположению и направлению движения пил различают рамы горизонтальные и вертикальные. В горизонтальной лесопильной раме тонкое пильное полотно совершает возвратно-поступательное движение в горизонтальном направлении. Эти рамы применяют главным образом для распиловки кряжей твердых ценных пород (дуба, бука, ореха). Распиловка обычно выполняется одной пилой, т. е. осуществляется индивидуальный раскрой сырья.

Рис. 1. Схемы лесопильных рам: б – вертикальной

Рис. 2. Малая лесопильная рама РМ-50
В советское время в цехах по производству строганого шпона использовалась горизонтальная лесопильная рама РГ-130 (рис. 1а). Пильная рамка оснащена одной пилой. Бревно крепят на тележке, и оно перемещается вместе с ней в направлении подачи. Суппорт пильной рамки может перемещаться в вертикальном направлении на заданную толщину выпиливаемого полуфабриката.
Производительность РГ-130 составляла 10-20 м3 в смену, что обеспечивало потребности в брусе не менее двух шпонострогальных станков. В настоящее время горизонтальные лесопильные рамы почти повсеместно вытеснены горизонтальными ленточнопильными станками, которые обеспечивают снижение потерь древесины в опилки и обеспечивают высокое качество обработки поверхности.
В вертикальных рамах (рис. 1б) пиление происходит при совместном возвратно-поступательном движении вертикальной рамки с поставом пил и продольном движении бревна с помощью вальцовой подачи. Режущий инструмент - рамные пилы длиной 1100-1950 мм, шириной 160 и 180 мм и толщиной 1,6-2,5 мм. Рамы первого ряда выполняют пиление бревен, рамы второго ряда - пиление двухкантных брусьев, поступающих от рам первого ряда.
Рамы могут быть двух- и одноэтажные, коротышовые, тарные. Двухэтажные рамы (рис. 2) самые производительные, они оснащены одношатунным механизмом резания, одноэтажные рамы - двухшатунным. Коротышовые рамы могут пилить бревна длиной от 1 м. У тарных рам, которые предназначены для производства тарной дощечки, в поставе большое число пил.
Лесопильные рамы сегодня уже не являются основным бревнопильным оборудованием, но занимают определеную нишу в лесопилении. Среди отечественных рам наибольшее применение находят рамы Р-63 и РК-63, выпускаемые Даниловским заводом (Ярославская обл.) и Ишимбайским заводом (Башкирия).
Малые станки рамного типа (рис. 2) выпускает фирма «Авангард» (г. Воронеж).
Все станки семейства РМ-50 относятся к серии легких станков, предназначенных для распила древесины с более высокой точностью, чем та, которую обеспечивают классические пилорамы. Они экономичнее классического оборудования в отношении энергоемкости на единицу объема перерабатываемой древесины и образуют меньше отходов. Распиловка выполняется при вертикальном перемещении рамки с пилами и горизонтальной подаче обрабатываемого материала. Скорость подачи бревен 1-2 м/мин.
В Германии три крупные фирмы (Esterer WD, Moehringer, Linck) также выпускают в небольшом количестве вертикальные лесопильные рамы. Эти станки отличаются многими техническими новинками. Например, непрерывная подача пиломатериала в них сочетается с компьютерной регулировкой постава пил по ширине. Обеспечивается равномерное пиление каждым зубом пильного полотна, при этом полностью используется рабочий ход, а при возвратном движении не возникает трение пильных полотен. Шатун вращается внутри сферических роликоподшипников; тяжелые маховики обеспечивают маловибрационный ход станка. Рама может быть оснащена подвижными пильными блоками, каждый из которых регулируется независимо от других. Наклон пил автоматически регулируется в зависимости от скорости подачи.
К достоинствам лесопильных рам следует отнести их высокую производительность как станков проходного типа. В пользу их применения говорит и вся инфраструктура лесопильной отрасли в нашей стране, включая подготовку кадров, наличие запчастей, технологические решения, инструментальное хозяйство и пр. Такая ситуация обеспечивает довольно низкую себестоимость пиломатериалов рамной распиловки. Недостатком лесопильных рам является в первую очередь низкое качество пиломатериалов, связанное с тем, что в раме пиление происходит при одновременном движении инструмента и материала и из-за невозможности надежно базировать бревно относительно постава пил нарушается геометрия пиломатериалов и снижается качество обработки поверхности, особенно бревен с кривизной и сучками. Лесопильные рамы требуют сортировки сырья по диаметру и качеству: кривизна пиловочника не должна превышать 1%, сучки должны быть спилены заподлицо. Большие потери древесины, уходящей в опилки, и невозможность индивидуального раскроя сырья дают низкий полезный выход пиломатериалов (50-55% объема сырья).
Пилорамы являются устаревшим оборудованием, однако существуют схемы лесопильных потоков с использованием рам для выпиливания бруса и современных станков для распиловки бруса. Модернизация существующего рамного потока на основе таких схем обходится существенно дешевле и выполняется быстрее, чем построение нового. В случае организации нового производства рамы целесообразно применять, если в сырьевой базе значительная доля толстомерного (более 30 см) пиловочника и нет возможности использовать вертикальные ленточные станки. Применение пилорам оправдано также в производстве продукции для собственных нужд, особенно при наличии доступного и недорогого сырья.
Ленточнопильные станки также подразделяются на горизонтальные и вертикальные. Горизонтальные станки (рис. 3) широко распространены в малом бизнесе. Некоторые из них отличаются малой массой, простотой установки, возможностью приблизить процесс лесопиления к местам заготовки леса.
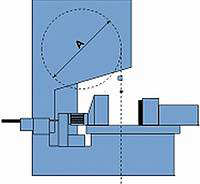
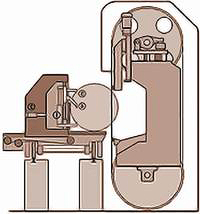
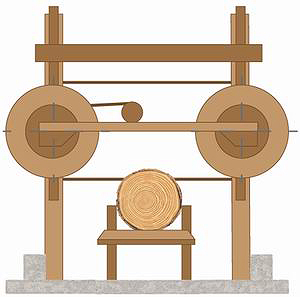
Рис. 3. Схемы ленточных однопильных станков для бревен и бруса:
а – горизонтального для бревен, б – вертикального для бревен, в – вертикального (делительного) для бруса
Пиление происходит при движении пильной каретки относительно жестко зафиксированного бревна (позиционный станок с подвижным механизмом резания). Режущий инструмент представляет собой бесконечную стальную ленту шириной 35-50 мм и толщиной около 1 мм, огибающую два шкива (один приводной, второй - натяжной).
Достоинства малых ленточнопильных станков: низкая начальная цена оборудования, простота монтажа, высокая скорость резания, малые потери в опилки за счет использования тонких пил, невысокое энергопотребление, простота подготовки инструмента.
Но и недостатки этих станков тоже весьма существенны. Это низкая производительность из-за необходимости выполнения множества ручных операций и малой скорости подачи пильной каретки (не более 5-10 м/мин.). Дополнительные опции к станкам лишают их главной привлекательной черты: низкой цены. Эксплуатация станков требует немалых текущих расходов, связанных, в частности, с низким ресурсом режущего инструмента.
Малые горизонтальные ленточнопильные станки были изначально задуманы как оборудование для использования фермерами, строительными бригадами и т. д. Эксплуатация подобного оборудования в промышленном лесопилении экономически не оправдана.
Станки выпускаются многими отечественными и зарубежными фирмами. Один из главных параметров всех ленточнопильных станков - диаметр шкивов: чем он больше, тем выше долговечность пильных лент, огибающих эти шкивы. Малые станки снабжены шкивами диаметром 500-600 мм. Самый легкий станок (из известных автору) выпускает канадская фирма Woodmizer - масса модели LT10 всего 253 кг.
Станки могут быть с узкой или широкой пильной лентой, с ручной или механизированной подачей пильной каретки, с ручной или механизированной настройкой на толщину доски, а также с разным уровнем механизации для загрузки бревна и кантовки бруса.
На рынке представлены также тяжелые горизонтальные ленточные пилорамы, например, Wravor 1000 от компании «Негоциант-инжиниринг» с диаметром шкивов 1000 мм и шириной ленты 110-120 мм. Однако такие станки очень дорогие, да и их эксплуатация обходится недешево. Они находят применение при распиливании крупных (более 800 мм) и тяжелых (более 2 т) бревен, в основном твердолиственных пород.
На средних и крупных лесопильных предприятиях применяют вертикальные ленточнопильные станки с широкой лентой и диаметром шкивов 1-2 м (рис. 3б). Каждый станок представляет собой агрегат, состоящий из собственно ленточнопильного станка, подвижной тележки с зажимами для бревен и пульта управления. Базирование бревна в таких станках выполняется по базовой стенке с прижимными роликами или с помощью боковых или торцовых захватов. Для бесперебойной работы станка необходимы механизм загрузки бревен на тележку и конвейеры для удаления пиломатериалов и опилок.
Плюсы этого оборудования: высокая производительность, высокое качество продукции и высокий полезный выход пиломатериалов. Кроме того, вертикальные ленточнопильные станки отличаются низким энергопотреблением и не требуют больших текущих расходов. Недостатки больших ленточнопильных станков заключаются в высокой рыночной цене оборудования, сложности монтажа и эксплуатации и необходимости квалифицированной рабочей силы.
Отсюда вывод: вертикальные ленточные станки хорошо подходят для промышленного лесопиления пиловочника среднего и крупного диаметра (30-60 см) на крупных и средних предприятиях. В лесопильной промышленности развитых стран в сегменте распиловки среднеразмерного леса такие станки вытеснили оборудование других типов.
В России по проекту компании «Экодрев» выпускается комплект ЛЛК-1 с диаметром шкивов 1000 мм и шириной пилы 100-130 мм. Из импортного оборудования преобладают немецкие, шведские и итальянские станки. Импортные станки отличаются высокой степенью механизации и автоматизации операций по подаче бревен, их ориентации, креплению и кантованию бруса.
Основными направлениями совершенствования ленточнопильных станков являются: гидравлическое контролируемое натяжение ленточных пил, водяное охлаждение пил, гидротормоз нижнего шкива, ускоренное возвращение каретки в исходное положение, выравнивание бревна с помощью фотоэлементов.
Некоторые фирмы (например, итальянская Bongioanni) изготавливают станки с двухсторонней насечкой зубьев на ленточной пиле, что дает возможность пилить бревна при прямой и обратной подаче материала.

Рис. 4. Схема сдвоенного вертикального ленточнопильного станка для бревен:
1, 4 – механизмы перемещения пильных агрегатов; 2, 3 – пильные механизмы
Часто в производственном потоке устанавливают спаренные ленточнопильные станки (рис. 4) для одновременного выполнения двух пропилов и получения из бревна двухкантного бруса в проходном режиме (станки типа Twin). Настройка в размер выполняется с помощью специальных механизмов бокового смещения пильных агрегатов.
На крупных предприятиях используются сдвоенные горизонтальные ленточнопильные станки, на которых за один проход получают двухкантный брус.
Ленточнопильные станки для получения бруса (делительные станки) служат для продольной распиловки брусьев, горбыля, толстых досок на тонкие доски (рис. 3в). В технологической цепочке станки располагаются после бревнопильного оборудования (во втором ряду). Делительные станки отличаются от бревнопильных тем, что механизм подачи материала установлен непосредственно на раме. Он направляет распиливаемый материал на пильную вертикальную ленту. Настройка на заданную толщину доски выполняется за счет перемещения базового и подвижного суппортов. Такие станки также могут объединяться в спаренные агрегаты подобно показанным (рис. 4) или в четырехленточные агрегаты, состоящие из двух спаренных и расположенных в линии друг за другом.

Рис. 5. Наклонный ленточнопильный агрегат
Среди ленточнопильных станков заслуживают упоминания станки с наклонной рамой и наклонной подающей системой (рис. 5). Наклонный пильный узел удобен, когда бревно нужно много раз кантовать (например, при раскрое березового бревна, без распиловки сердцевины).
Вертикальные лесопильные рамы и горизонтальные ленточнопильные станки могут выпускаться в транспортабельном, мобильном варианте с приводом от двигателя внутреннего сгорания. Эти станки позволяют наладить лесопиление непосредственно в местах лесозаготовок, в т. ч. в условиях отсутствия электроснабжения.
Следует назвать еще один, довольно экзотический и, наверное, самый дешевый бревнопильный станок: цепнопильный. На конвейере с жестко закрепленным бревном установлена каретка с бензопилой, которая движется вдоль бревна и отпиливает горбыль или доску заданной толщины. Регулировка пилы по высоте выполняется вручную.
Круглопильные станки (рис. 6) для бревен и бруса можно классифицировать по числу и расположению пил (одно-, двух- и многопильные; одно- и двухвальные; с горизонтальными, вертикальными пилами или угловые), а также по механизму подачи бревен (проходного или позиционного типа).
")



Рис. 6. Схемы работы круглопильных лесопильных станков: а – одновальный двухпильный, б – многопильный двухвальный, в – двухвальный с горизонтальными пилами, г – угловой (с вертикальными и горизонтальными пилами)
Станки проходного типа распиливают бревно на двухкантный брус, подгорбыльные доски и горбыли. Бревна на них распиливаются, как и на пилорамах, за один проход без возвратного движения и подаются одно за другим. Пильный механизм оборудован пильными валами, в качестве режущего инструмента используется от двух до восьми круглых пил диаметром 500-900 мм. Подающий механизм, как правило, представляет собой лоток, по дну которого проходит зубчатая цепь или цепь с толкателями. Бревно укладывается в лоток и приводится в движение зубцами цепи или толкателем, который упирается в хвостовую часть бревна. В некоторых станках имеются верхние и боковые прижимные вальцы.
Достоинства проходных круглопильных станков: высокая производительность (скорость подачи - до 20 м/мин.), простота монтажа и эксплуатации, невысокие текущие расходы на эксплуатацию и обслуживание. Однако они могут пилить только сортированные по толщине прямые бревна длиной не более 4 м и диаметром до 40 см. Область применения этого оборудования - промышленное поточное пиление сырья малого и среднего диаметра. Станки с цепным механизмом подачи подходят для переработки пиловочника небольшой длины и диаметра на пилопродукцию с заниженными требованиями по качеству. Более высокое качество пиления обеспечивают станки с гусеничным механизмом подачи. Их можно использовать для переработки пиловочника малого и среднего диаметра любой длины и качества.
Для распиловки бруса в России выпускают вполне надежные многопильные станки марок ЦМР-4 (Ишимбайский завод), ДК-200 («КОДОС Станкоагрегат», г. Кострома), Ц8Д150 (ОАО «Северный Коммунар», г. Вологда).
Двухвальные станки (рис. 6б) отличаются тем, что формируют пропил двумя пилами, работающими в одной плоскости. Это позволяет использовать тонкую пилу с меньшим диаметром и тем самым снизить потери древесины в опилки, а также увеличить полезный выход пиломатериалов. Пилы могут располагаться в горизонтальной плоскости, что удобно при распиловке бруса.
У станков проходного типа тот же недостаток, что и у лесопильных рам: цепная или конвейерная подача бревен на вращающийся инструмент не обеспечивают качественный пропил. Поэтому большее применение находят станки, работающие по принципу вертикального ленточнопильного станка: бревно жестко закрепляется на каретке, которая совершает возвратно-поступательное движение относительно пилы большого диаметра. Вначале, как правило, выпиливается двух- или трехкантный брус. Затем он распиливается на обрезные доски с базированием по базовой стенке. Таков, например, станок ЦДС-1100 с пилой диаметром до 1100 мм.
Существуют модификации этого станка, в т. ч. с дополнительной верхней пилой для сырья большого диаметра (ЦДС2-1100). Аналогичный станок СПР-1100 (Котельничский механический завод) оснащен встроенным заточным устройством для заточки зубьев пил без извлечения из станка, а также манипулятором для базирования бревна относительно пилы и специальной фрезой для снятия коры в зоне пропила, что обеспечивает повышение стойкости инструмента на 20-30%.
Финская фирма Tommi Laine предлагает круглопильные станки Slidetec, в которых вместо роликов применяются специальные пластиковые салазки, позволяющие подающему столу двигаться плавно, бесшумно и с большей безопасностью для оператора.
Достоинства круглопильных станков с кареткой заключаются в высоком качестве продукции, высокой производительности (скорость движения каретки 50-80 м/мин.). На станке можно распиливать бревна без сортировки полностью на обрезной пиломатериал, включая кромкообрезку, и таким образом работать без оборудования второго ряда.
Основной недостаток этого оборудования - низкий выход продукции, связанный с использованием пил толщиной 4-6 мм, обеспечивающих пропил шириной 7-10 мм. Кроме того, пилы большого диаметра требуют сложной подготовки к работе (правки, заточки, балансировки). Неправильная подготовка пил приводит к снижению качества пиломатериалов, уменьшению скорости подачи и даже выходу из строя пилы. Поэтому в промышленном масштабе круглопильные станки с кареткой лучше использовать только для получения бруса, а затем задействовать станок второго ряда с пилами, обеспечивающими меньшую ширину пропила.
Угловые станки (рис. 6г) - довольно новый вид круглопильных станков, которые предназначены для индивидуального раскроя бревен большого диаметра на обрезные и необрезные пиломатериалы. Круглопильный станок для бревен «Гризли» (производитель - компания «Гризли», г. Волжский) - родоначальник углового пиления в России. Распил выполняется пилой, установленной в каретке, которая движется вдоль неподвижно закрепленного бревна. Угловой бревнопильный станок «Барс-5» (производитель - компания «Барс», г. Челябинск) предназначен для распиловки круглого леса как в ручном режиме, так и с применением программно-аппаратной системы оптимизации и производства качественного обрезного пиломатериала. Угловой круглопильный станок UP700 (производитель - Strojcad, Словакия) служит для производства брусьев, брусков, досок из бревен диаметром до 1 м. Пильный узел в нем укреплен на подвижной тележке и может поворачиваться на 90° для выполнения вертикальных или горизонтальных пропилов. Настройка станка ведется по данным измерительного устройства.
Достоинство угловых станков - высокий выход продукции благодаря индивидуальному распилу каждого бревна при наличии широкого спектра схем раскроя. Однако эти станки довольно дорогие, а условия работы заставляют использовать толстые пилы, что дает пропил шириной 5-6 мм. Кроме того, на этом оборудовании невозможно выпиливать доски шириной больше 100 мм. Поэтому угловые станки можно использовать, например, для выпиливания мелких пиломатериалов специального распила (в том числе радиального) из бревен большого диаметра.
Фрезерные станки служат для получения из бревна бруса, в том числе профилированного, с одновременным измельчением горбыльной части в щепу. Импортные станки подразделяются на брусующие и профилирующие.
Брусующий станок выполняет только фрезерование боковой поверхности коническими фрезами с получением технологической щепы и двухкантного бруса. Термин «профилирование» означает фрезерование контура боковых досок двух- или четырехкантных брусьев с последующим их роспуском на круглопильном оборудовании. При использовании профилирующего оборудования можно исключить обрезные станки из технологической схемы предприятия. Применение кантеров рационально там, где горбыли не рассматриваются как попутная пилопродукция, а просто измельчаются в технологическую щепу.
")
Рис. 7. Схема линии ЛАПБ (ЦНИИМОД)
Следующим шагом в развитии лесопильной техники стали фрезерно-пильные агрегаты, объединяющие инструмент для получения бруса и распиловки его на доски. Отечественные фрезерно-круглопильные станки этого типа в основном нашли применение для переработки бревен малого диаметра (от 12 см). Еще в 70-е годы прошлого века специалисты ЦНИИМОД разработали линию агрегатной переработки бревен ЛАПБ (рис. 7).
Модернизированные варианты ЛАПБ-2М и ЛАПБ-4 и сейчас выпускаются Вологодским станкозаводом. Сегодня на отечественном рынке представлены аналогичные агрегаты шведской фирмы Soderhamnn, итальянской Bongioanni, немецкой Probst и др. Наряду с круглыми пилами в них могут использоваться спаренные ленточные пилы (рис. 8). Достоинства фрезерно-пильных агрегатов заключаются в их высокой производительности, поскольку бревна подаются торец в торец на скорости 4-60 м/мин. в зависимости от модели. При высокой начальной цене агрегаты просты в обслуживании, почти не требуют дополнительного оборудования, но необходима сортировка сырья. Станки рекомендуются для переработки тонкомера (10-18 см) на предприятиях любой мощности.

Рис. 8. Схема фрезерно-
ленточнопильного станка
Многообразие типов бревнопильного и брусопильного оборудования неизбежно рождает проблему выбора оптимального варианта для тех или иных условий. Правильный выбор можно сделать только на основании широкого профессионального анализа всех факторов, влияющих на экономику производства: характеристик сырьевой базы, финансовых возможностей предприятия, наличия квалифицированной рабочей силы, возможности комплексной переработки сырья, наличия потенциальных потребителей продукции и пр.
Заслуживает упоминания и технология получения тонких досок методом строгания, т. н. безопилочного резания вдоль волокон (slicing). Схема станка для получения досок таким способом представлена на рис. 9.
Мощная система подачи подает прогретый брус на нижний строгальный нож, который и отделяет доску от бруса. После каждого прохода брус возвращается на станок. По сравнению с выпиливанием тонких досок на ленточнопильных станках при этом варианте экономия древесины составляет 12-18%. Получаемый на таких станках материал отличается высоким качеством поверхности, стабильной толщиной. После сушки и шлифования такие доски используют в качестве лицевого слоя трехслойного паркета и в других изделиях. По данным фирмы Linck, выпущено около двух десятков машин. Основными факторами обеспечения качества продукции являются температура (не ниже 60°С) и влажность (не ниже 40%) древесины. Обеспечить постоянство этих факторов в поточном производстве довольно сложно, и это обстоятельство влияет на повышение себестоимости продукции и сдерживает применение описанного метода обработки.
")
Рис. 9. Схема станка для получения тонких досок методом строгания (Linck, Германия)
Обязательным оборудованием лесопильного производства являются обрезные станки. Они служат для опиливания кромок необрезных досок и устанавливаются после головного лесопильного оборудования. В основном это проходные двухпильные станки, у которых одна или обе пилы подвижные - для ручной или автоматической настройки на оптимальную ширину доски. Разновидностью обрезных станков являются фрезерно-обрезные, на которых отпиливаемые рейки измельчаются фрезами на щепу. Часто обрезные станки делают многопильными, для того чтобы совмещать обрезку досок с продольным раскроем.
Следующим поколением станков стали оптимизационные обрезные станки. Они отличаются от обычных обрезных станков наличием системы сканирования необрезной доски (рис. 10). По результатам измерений ширины, длины и толщины досок выбирается оптимальная программа пиления, т. е. постав пил и скорость подачи досок.

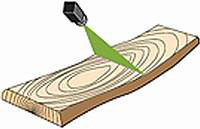
Рис. 10. Схема работы оптимизационного обрезного станка
Переработка горбыля на необрезные и обрезные доски выполняется путем пиления и/или фрезерования обзольной части горбыля с получением щепы. Горбыльные станки могут быть оснащены вертикальными круглыми пилами (ребровые станки), или горизонтальными круглыми или ленточными пилами, а также комбинацией фрез и пил.
В этом станке горбыль широкой пластью поджимается к направляющей роликовой опоре и подается на пилу с помощью подпружиненных зубчатых дисков.
Вологодский завод «Северный коммунар» выпускает двухпильный станок для горбыля ГПС-250 с наклонной пильной кареткой, которая позволяет получать из горбыля доски прямоугольного сечения.
Существуют станки с горизонтальными пилами, в которых горбыль ориентируется широкой пластью вниз. Турецкий станок HYM-400 оснащен четырьмя горизонтальными пилами (двухвальный принцип работы), что позволяет выпиливать на нем из горбыля за один проход две доски шириной до 400 мм.
Для того чтобы получить доски нужной длины, в лесопильном производстве используют проходные торцовки, которые встраиваются в поперечный конвейер участка сортирования сырых пиломатериалов. Традиционная организация труда (линия торцовки пиломатериалов ЛТ-1М) заключается в том, что в поперечный конвейер для сырых досок встраиваются два торцовочных станка: один - для опиливания комля, другой - для задания нужной длины доски путем отпиливания вершинной ее части. Перемещение доски на нужную позицию в первых моделях оборудования осуществлялось вручную. Современные проходные торцовки рассчитаны на перемещение одной или нескольких пил на нужную позицию по команде оператора или автоматически.
Число пил может быть увеличено до шести. На такой проходной торцовке можно выполнять поперечный раскрой обрезных досок длиной до 6,5 м на заготовки нужной длины. Это важно, например, в производстве транспортных поддонов (палет).
В заключение укажем еще один вид оригинального оборудования лесопильных цехов: цепную пилу для раскроя пакета пиломатериалов.
Их назначение - производство досок небольшой длины путем распиловки плотного пакета, а также выравнивание торцов пакетов пиломатериалов. Станки оснащены пилами с длиной шины до 2 м. Шина может совершать качательное или поступательное движение в вертикальной плоскости. Подобное оборудование выпускают фирмы Holtec (Германия), Сemil (Италия), SMB Oesterle (Германия).
Владимир ВОЛЫНСКИЙ









