Деревообрабатывающее оборудование. Классификация Eumabois. Часть 9
Шипорезные станки
Продолжаем публикацию цикла статей о деревообрабатывающих станках по классификации Eumabois. Наша основная цель - показать все разнообразие станочного парка современных деревообрабатывающих производств и помочь всем заинтересованным лицами в выборе нужного оборудования.
Часть 1. Оборудование склада сырья круглых лесоматериалов
Часть 2. Лесопильное оборудование
Часть 3. Оборудование для сушки пиломатериалов
Часть 4. Торцовочные пильные станки для вторичной деревообработки
Часть 5. Круглопильные станки: прирезные и форматные
Часть 6. Станки ленточнопильные столярные
Часть 7. Станки продольно-фрезерные
Часть 8. Станки фрезерные и фрезерно-копировальные
Часть 10. Станки для обработки и облицовывания кромок
Часть 11. Станки для выборки отверстий и пазови
Часть 12. Станки токарные
Часть 13. Станки шлифовальные
Часть 14. Оборудование для сращивания на зубчатый шип
Часть 15. Оборудование для склеивания массивной древесины
Часть 16. Оборудование для отделки древесины жидкими лакокрасочными материалами
Часть 17. Оборудование для облицовывания древесины пленочными материалами
Часть 18. Оборудование для производства окон и дверей
Часть 19. Специализированное оборудование для производства стульев
Шипы и проушины являются обязательными элементами почти всех изделий из древесины, поэтому станки для их формирования занимают значительно место в столярно-мебельном производстве. В таблице представлен спектр операций, выполняемых шипорезными станками.
Шипорезные станки подразделяются на одно- и двухсторонние. Односторонние станки - это обычно станки позиционного типа. На двухсторонних станках одновременно обрабатывают оба торца заготовки в проходном режиме. По конструкции формируемых шипов различают рамные и ящичные станки. Рамные шипорезы фрезеруют рамные шипы, обычно с одним-двумя шипами или проушинами на торцах брусковых деталей, которые затем собирают в изделия типа рамок или коробок. Ящичные шипорезы зарезают шипы по пласти щитовых деталей, которые затем собирают в изделия типа ящиков (например, корпуса радиоаппаратуры).
станках

Простейшими шипорезными станками следует считать фрезерные станки с нижним расположением шпинделя, оснащенные шипорезными каретками. У таких станков только один шпиндель, этого недостаточно для формирования двойного шипа. К тому же на подобных станках нет торцовочной пилы, необходимой для обеспечения качественной торцевой поверхности.
Для формирования большинства рамных шипов одного фрезерного шпинделя недостаточно. Поэтому классический односторонний шипорез обычно оснащен тремя-четырьмя шпинделями. В состав станка входят: пильный узел для опиливания торца и получения торцевой поверхности высокого качества, верхняя и нижняя ножевые головки для фрезерования заплечиков шипа, фрезерная головка с дисковой фрезой для формирования проушины шипа. Каретка, на которой жестко фиксируется заготовка, может быть с ручным или механизированным приводом.
Из шипорезных станков российского производства можно привести в качестве примера модели ШО 16-4М (костромской завод «Кодос станкоагрегат») и ШОБ-20 (Липецкий станкозавод). Станки позволяют формировать шипы и проушины длиной до 160 мм. Есть возможность наклонять рабочий стол подобного станка, что позволяет формировать наклонные шипы - до 20° к пласти заготовки. Каретка с закрепленной заготовкой совершает возвратно-поступательное движение от гидропривода. Подобное оборудование используется в производстве оконных и дверных блоков. Для брусков оконных створок обычно изготавливают одинарные шипы, для брусков оконных и дверных коробок - двойные.

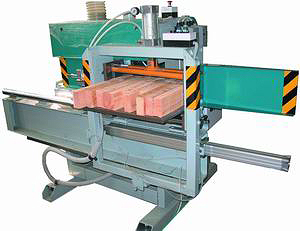
Ящичный шипорез ШПА-40 с автоматической подачей:
1 – пульт управления, 2 – электродвигатель, 3 – орган управления гидроприводом, 4 – под- шипник рабочего вала, 5 – гидрозажим, 6 – ременная передача, 7 – заготовки, 8 – рабочий стол, 9 – гидрошланг, 10 – гидроцилиндр подъема стола
Шипы можно зарезать также на так называемых угловых центрах для обработки деталей оконных блоков. Угловой центр представляет собой комбинацию одностороннего шипорезного станка и фрезерного станка с нижним расположением шпинделя. На подобном агрегате выполняется комплекс работ по изготовлению брусков оконных створок: сначала формируются шипы и проушины на обоих торцах заготовок, а затем выполняется фрезерование профиля при продольном движении заготовки относительно фрез. В конструкции подобного оборудования могут быть предусмотрены пилы для отпиливания штапика. После сборки створок на этом же станке выполняют их обгонку по периметру.
Угловые центры (многоцелевые обрабатывающие центры) выпускают завод «Красный металлист» в Ставрополе (модель ЦБР-10) и Липецкий станкозавод (модели МДДЦ-15 и МДЦ-25).
Липецкие агрегаты представляют собой комбинацию одностороннего шипорезного станка ШОБ-20 и продольно-фрезерного СФП-1. Технологический цикл обработки детали на агрегате складывается из следующих операций: а) установка заготовки на линейке по бегунку; б) прижим заготовки; обработка торца пильным шпинделем; в) обработка торца фрезерным шпинделем - нарезка шипов и проушин; г) возврат каретки; д) разжим детали; е) переустановка детали; ж) повтор операций, описанных в п. б, в, г и д; з) подача заготовки для фрезерования кромки; и) выход обработанной заготовки.
Двухсторонние шипорезные станки предназначены для формирования шипов одновременно на обоих торцах заготовок. Чаще всего они используются в цехах по производству оконных и дверных блоков, так как у каждой детали конструкции этих блоков прямые шипы. На раме двухстороннего станка установлены неподвижный и подвижный агрегаты, что позволяет выполнять настройку станка на заданную длину детали. Проходной способ работы обеспечивает система подачи заготовок в виде двух цепных конвейеров с упорами.
Станок оснащен восемью режущими суппортами, конвейером с бесступенчатым регулированием скорости подачи, верхними приводными прижимными устройствами. Первыми по ходу подачи материала расположены два пильных суппорта для торцовки заготовки. За пильными суппортами расположены два прорезных. Последними по ходу подачи материала расположены четыре вертикальные (верхние и нижние) шипорезные суппорты. Станок легко встраивается в поточную линию изготовления дверей и окон.
Главная особенность ящичных шипорезов - возможность формирования шипов на деталях большой ширины. Рабочая ширина отечественного станка ШПА-40 - 400 мм, он используется для производства корпусов радиоаппаратуры, упаковки дорогих приборов и прочих товаров.
У станка горизонтальный фрезерный вал. Шипы зарезаются при вертикальном перемещении рабочего стола с закрепленными на нем заготовками. В нашей стране выпускались также ящичные шипорезы ШЛХ-3 (для шипов типа «ласточкин хвост») и двухсторонние Ш2ПА (для прямых шипов). На станках итальянской фирмы OMEG для ящичного шипа фрезеруют до четырех типов шипов с регулируемым шагом по форме.
Станочный агрегат может обрабатывать обе части соединения типа «ласточкин хвост» по отдельности или одновременно, в зависимости от заданной оператором программы. Длина обрабатываемой заготовки колеблется от 200 до 1500 мм, а ширина - от 60 мм до 770 мм в зависимости от марки станка.
Особенности современных импортных шипорезных станков:
- удлиненные фрезерные шпиндели, что позволяет устанавливать на них дватри комплекта инструмента для шипов разной конфигурации и очень быстро перенастраивать на выполнение другой задачи путем вертикального позиционирования шпинделя;
- полуавтоматическая или автоматическая установка инструмента (фрез, ножевых головок, пилы) в рабочую позицию;
- цифровая индексация важнейших параметров работы станка.

Помимо прямых шипов в мебельном производстве требуется формировать шипы наклонные, круглые или скругленные. Для этого существуют специальные шипорезные станки, в которых формирование круглых и скругленных шипов выполняется в позиционном режиме. При жестком закреплении заготовки режущий инструмент совершает замкнутое движение по контуру шипа. Наиболее широкое применение подобные станки находят в производстве кресел и стульев.
У станка ШДС-1 два стола, работающих в автоматическом попеременном режиме. Толщину, ширину и наклон шипа можно перенастраивать без выключения станка. Аналогичный станок выпускает итальянская компания Bacci Paolino. На этом станке можно изготавливать любой тип мебельного шипа в любой плоскости. Регулировка движения шпинделя осуществляется механически и занимает несколько секунд. Стандартная комплектация станка позволяет получать шипы без сколов древесины на выходе. Толщина, ширина и наклон шипа регулируются без остановки станка - с помощью выносного регулирующего колеса.
На рынке оборудования можно также найти двухсторонние станки с программным управлением для формирования шипов разной формы, в том числе скругленных.
Станок MSZ 2000 снабжен системой автоматической загрузки/выгрузки прямолинейных и криволинейных деталей, а также ЧПУ-настройкой всех параметров (отдельно для правого и левого агрегата).
Станки для зарезки зубчатых шипов конструктивно близки к односторонним шипорезным станкам. Различие заключается в применении специальных фрез, конструкция которых обусловлена профилем шипов. Обычно сегодня для сращивания используют мини-шипы длиной 10-15 мм. Перед фрезерной головкой устанавливают торцовочную пилу для зачистки торца перед его фрезерованием.
Следует различать станки для зарезки горизонтальных или вертикальных шипов. Горизонтальные шипы зарезают по кромке заготовки, а вертикальные - по пласти. Для получения обоих типов шипов существуют как позиционные, так и проходные станки.
В России станки для нарезки шипов с целью последующего сращивания короткомерных отрезков пиломатериалов выпускают несколько предприятий - в Великом Новгороде, Ставрополе, Липецке, Костроме, Твери. Пачку заготовок укладывают кромками на каретку, выравнивают торцами по упору, фиксируют пневмоприжимом. Заготовки можно укладывать пластью вниз - для формирования горизонтальных шипов, или устанавливать на кромку - для получения вертикальных шипов. Затем каретка механически подается на режущий инструмент, а после зарезки шипов возвращается в исходное положение. Для формирования шипов на втором торце пачку заготовок разворачивают на 180°, снова базируют по второму торцу, и цикл зарезки повторяется, при этом стол автоматически смещается по высоте на полшага зубчатых шипов (шаг соединения составляет 3-5 мм). Шипорезный станок оснащен оригинальным узлом подрезной пилы, служащим для сокращения хода каретки, что позволяет добиться высокой производительности. Ширина пакета заготовок - до 400 мм. Скорость подачи каретки регулируется. Минимальная длина заготовки - 200 мм, максимальная - 730 мм, продолжительность цикла обработки одной пачки - 1-2 мин.
Вместо каретки подобные станки могут быть оборудованы столом с поворотным конвейером, что позволяет сократить продолжительность вспомогательных операций и повысить производительность станка. После обработки одного торца снимается зажим заготовок, конвейер поворачивается (вручную или автоматически), заготовки базируют по противоположным торцам, снова зажимают и на втором торце заготовок после их опиливания формируют зубчатые шипы. Однако подобная конструкция рассчитана только на обработку коротких заготовок, обычно длиной 0,7-1 м.
Проходной способ фрезерования горизонтальных шипов реализуется на линии, где есть поперечный конвейер, по краям которого находятся два шипорезных станка. В ходе движения доску сначала базируют и фрезеруют по правому торцу, а затем по левому.
Совсем иначе обстоит дело при нарезке вертикальных шипов на досках средней и большой длины. В производстве клееных балок длиной 12 м и более сращивание выполняется на вертикальный шип, поэтому шипорезные станки с кареткой для подобной операции не подходят. Вертикальные профили используются главным образом в конструкциях деревянных сооружений, а также при изготовлении окон и рам. Этот метод гарантирует наибольшую площадь склеивания, что позволяет получать самое прочное зубчато-клиновое соединение из всех возможных. В линиях сращивания применяют позиционные станки для поштучной нарезки зубчатых шипов, в которых рабочее движение сверху вниз выполняет фрезерный шпиндель.
Владимир ВОЛЫНСКИЙ









