Деревообрабатывающее оборудование. Классификация Eumabois. Часть 18
Оборудование для производства окон и дверей
Продолжаем рассказывать о видах оборудования, используемого в разных технологических операциях деревообработки и производства продукции из натуральной древесины и древесных материалов. Публикации этой серии в предыдущих трех номерах «ЛПИ» были посвящены оборудованию для склеивания заготовок из массивной древесины по ширине и толщине, для подготовки поверхностей к отделке, нанесения жидких лакокрасочных материалов (ЛКМ) и их отверждения, а также для облицовывания древесины пленочными материалами.
Часть 1. Оборудование склада сырья круглых лесоматериалов
Часть 2. Лесопильное оборудование
Часть 3. Оборудование для сушки пиломатериалов
Часть 4. Торцовочные пильные станки для вторичной деревообработки
Часть 5. Круглопильные станки: прирезные и форматные
Часть 6. Станки ленточнопильные столярные
Часть 7. Станки продольно-фрезерные
Часть 8. Станки фрезерные и фрезерно-копировальные
Часть 9. Шипорезные станки
Часть 10. Станки для обработки и облицовывания кромок
Часть 11. Станки для выборки отверстий и пазов
Часть 12. Станки токарные
Часть 13. Станки шлифовальные
Часть 14. Оборудование для сращивания на зубчатый шип
Часть 15. Оборудование для склеивания массивной древесины
Часть 16. Оборудование для отделки древесины жидкими лакокрасочными материалами
Часть 17. Оборудование для облицовывания древесины пленочными материалами
Часть 19. Специализированное оборудование для производства стульев
«угловой центр»

Источник информации: www.stanki.ru
")
Рис. 1. Угловой оконный центр Crafter (поставщик – компания «КАМИ-Станкоагрегат»)

Рис. 2. Схема работы углового центра Wizard 4l
Для производства дверных и оконных блоков, которые являются массовой продукцией столярно-мебельных предприятий, используются сухие пиломатериалы влажностью 12-15%, или трехслойные бруски, специально подготовленные для изготовления подобных изделий. Технологический процесс производства оконных блоков включает следующие операции: формирование базовой поверхности заготовок на фуговальном станке; формирование сечения деталей на рейсмусовом или четырехстороннем строгальном станке; зарезку шипов и проушин на шипорезном станке; сборку рамки или коробки в вайме; обгонку по периметру на фрезерном станке; установку фурнитуры на присадочном станке или специальном оборудовании; отделку и упаковку оконного блока.
Состав оборудования зависит от мощности предприятия. На малом предприятии можно использовать так называемые станки общего назначения. В качестве головного специализированного станка можно задействовать фрезерный станок с нижним расположением шпинделя. В числе лучших современных станков подобного типа станки фирмы Martin (ФРГ). Например, станок с ЧПУ марки Т27 позволяет выполнять продольное фрезерование профиля, зарезку шипов и обгонку створок по периметру при минимальных затратах времени на настройку параметров.
Стремление добиться максимальной гибкости оборудования и сократить время перенастройки привело к созданию агрегатов, в которых объединены функции станков для продольной обработки и формирования шипов. Так появился угловой центр - комбинация шипорезного и фрезерного станков с нижним расположением шпинделей. На подобном агрегате выполняется комплекс операций по изготовлению брусков оконных блоков: сначала формируются шипы и проушины на обоих торцах заготовок, а затем фрезеруются профили при продольном движении заготовки относительно фрез. В конструкции углового центра могут быть предусмотрены пилы для отпиливания штапика. После сборки створок на этом же станке выполняют их обгонку по периметру.
В табл. 1 приведен перечень возможностей подобных станков.
В России угловые центры выпускают, например, ЗАО «Красный металлист» (г. Ставрополь) и ПАО «СТП-Липецкое станкостроительное предприятие». Они представляют собой комбинацию шипорезного станка ШОБ-20 и фрезерного СФП-1. В импортном оборудовании, поставляемом в Россию, преобладают станки из Италии и Германии. Современное оборудование для производства окон оснащено ЧПУ и необходимым программным обеспечением. На российском рынке представлены угловые центры производительностью 15, 30 и 60 створок в смену.
На рис. 1 изображен угловой оконный центр с ЧПУ Crafter. На этом станке нарезание шипов (одновременно на двух заготовках) выполняется при подаче каретки вперед, а нарезание контрпрофиля - при подаче каретки назад. Оборудование поставляется вместе с промышленным компьютером и программным обеспечением.
Обрабатывающий центр для крупных предприятий Wizard 4L (Чехия) предназначен для производства широкой гаммы оконных и дверных профилей. Схема обработки деталей представлена на рис. 2.
Длина шипорезного шпинделя обеспечивает производство всех оконных компонентов без постоянной смены инструмента, необходимого для выполнения определенных операций. Подвижная каретка на шипорезном модуле позволяет устанавливать длинные заготовки и обрабатывать их под углом для изготовления трех-, пяти-, шестиугольных окон.
Цех по производству оконных блоков может быть построен на базе обрабатывающего центра с вертикальным фрезерным шпинделем. На этом оборудовании следует установить механические клеммные захваты вместо обычных вакуумных присосок, что даст возможность надежно закреплять и обрабатывать прямолинейные и изогнутые брусковые детали.
На подобном обрабатывающем центре за одну установку можно выполнить весь комплекс операций по превращению чистовой заготовки в деталь оконного блока при автоматической замене и позиционировании режущего инструмента.
")
Рис. 3. Пресс для криволинейных сегментов к обрабатывающему центру Arcus (Чехия)
")
Рис. 4. Столярный стол KS 2400 (производитель – компания «УралСтан», г. Уфа)
Для изготовления криволинейных окон можно использовать, например, обрабатывающий центр для арочных элементов Arcus (Чехия) с прессом для криволинейных деталей (рис. 3).
Криволинейные элементы получают фрезерованием деталей на обрабатывающем центре. Здесь же формируют на них зубчатые шипы, а сращивание выполняют на прессе. Затем срощенную деталь снова обрабатывают на Arcus. На станке также можно изготавливать дверные филенки, если использовать поддерживающий стол (опционально), который подходит и для работы в комплекте с угловыми центрами Crafter или Wizard. В интерфейсе программы, ориентированной на пользователя, оператор выбирает число сегментов, учитывая ширину материала, длину и глубину арочных элементов. Программа рассчитывает все рабочие данные для шипорезных узлов Crafter или Wizard и для станка Arcus.
Обрабатывающие центры уступают по производительности угловым центрам, но это более гибкое оборудование, что важно при производстве единичных изделий по заказу потребителя. Некоторые центры позволяют обрабатывать объемные детали, например, элементы закругления поручней лестниц.
Для постановки фурнитуры на предприятиях используют специальные столярные столы (рис. 4).
Столярный стол представляет собой массивную сварную конструкцию и предназначается для монтажа фурнитуры и нарезки штапика в створках оконных рам, снабжен пневматическим механизмом наклона стола, а также ручным усозарезным станком с независимой системой аспирации. Вертикальный шуруповерт с функцией автоматической подачи саморезов установлен на точных линейных направляющих. На столе имеются контейнеры для заготовок и карманы для фурнитуры.
")
Рис. 5. Монтажно-сверлильный станок для присадки под
оконную фурнитуру FCA 2400 (поставщик – компания
«Техснаб-Юг», г. Краснодар)
На рис. 5 представлен монтажно-сверлильный станок аналогичного назначения. Станок предназначен для сверления сквозных и глухих отверстий, вкручивания петель за один проход под разную фурнитуру в конструкциях окон, а также для выборки пазов под дверные петли. Обрабатываемая деталь фиксируется вертикальными передвижными пневмоцилиндрами с управлением от напольной педали. Возможна установка дополнительных обрабатывающих узлов (сверлильного с функцией вкручивания петель или фрезерного для выборки паза под дверные петли).
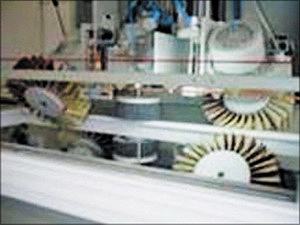

Рис. 6. Шлифовальный станок для оконных створок WindowMaster FA6D и щеточно-шлифовальный узел станка (Loewer, Германия)
Для подготовки оконных створок к отделке используют специальные шлифовальные станки. На рис. 6 представлено изображение подобного станка производства немецкой фирмы Loewer.
Оконная створка жестко фиксируется на столе, а тележка движется вдоль одной стороны створки или коробки. Верхняя и нижняя поверхности обрабатываются агрегатами со шлифовальными губками. Все углубления и выступы снаружи и внутри обрабатываются шлифовальными лепестками. Затем створка вручную поворачивается на 90° и обрабатывается другая сторона изделия. Усилие прижима при шлифовании может быть слабым, средним или сильным. Число оборотов шлифовальных лепестков меняется бесступенчато.
Для выполнения крестообразных соединений оконных створок разработаны специальные станки. На рис. 7 представлены принципиальные схемы двух подобных станков.
")
")
Слева на рис. 7 показана схема малого станка, на котором заготовки за одну установку обрабатываются с трех сторон с такой точностью, которая обеспечивает абсолютно плотное прилегание деталей в крестообразном соединении оконной створки. Справа на рис. 7 приведена схема высокопроизводительного станка с электронным позиционированием режущих инструментов (до 8 шт.).
")
Рис. 8. Пресс RSP-2 для гнутоклееных элементов окон (производитель – компания Stegherr, Германия)
Для изготовления гнутоклееных деталей оконных створок фирма Stegherr выпускает специальный пресс (рис. 8).
В этом прессе изготавливают детали, внутренний диаметр которых 400-2500 мм, а высота 100-400 мм. Станок поставляется с комплектом стальных шаблонов разной формы.
При обработке криволинейных элементов окон используется специальный станок для фрезерования соединительных пазов (рис. 9).
В комплектации станка два профильно-фрезерных и один пазовальный узел. Фрезерование осуществляется снизу вверх при прямом и обратном ходе. Специальный захват позволяет обрабатывать диагональные горбыльки под углом от 35 до 90°.
Специальным оборудованием для производства дверей следует считать прессы для склеивания полотен щитовых дверей, станки для постановки фурнитуры, отделочное оборудование, предназначенное для отделки дверных полотен. Часто в столярно-мебельном производстве при изготовлении дверей используют специальные обрабатывающие центры.
")
")
На рис. 10 представлен пресс гидравлический для склейки дверных полотен щитовой конструкции производства завода «Днепропресс» (г. Днепропетровск, Украина).
Четырехэтажный пресс модели Д 0З37 оснащен двухсторонней механизацией загрузки и выгрузки. Загрузка заготовок и прессование выполняются на поддонах. Плиты пресса нагреваются с помощью пара или перегретой воды. Прессы могут комплектоваться автономными электропарогенераторами. Размер греющих плит - 2400 х 1100 мм при высоте промежутка между ними 70 мм.
Для присадки дверных полотен используются специальные агрегаты, например, MDK 4120 (рис. 11).
")
Рис. 11. Схема работы сверлильно- пазовального центра MDK 4120 (поставщик – компания «КАМИ- Станкоагрегат»)
")
Рис. 10. Пресс гидравлический для склейки дверных полотен Д0337
(производитель – компания «Днепропресс», Украина)
Сверлильно-пазовальный центр с ЧПУ предназначен для сверления глухих и сквозных отверстий, а также выборки пазов в коробках и дверных полотнах для последующей установки фурнитуры. Двери могут быть изготовлены как из массива древесины, так и из плит MDF. Независимые друг от друга шпиндели под управлением ЧПУ позволяют сверлить отверстия и выбирать пазы последовательно по всем плоскостям обрабатываемой детали, в соответствии с заданной программой.
Владимир ВОЛЫНСКИЙ









