Обрабатывающие центры: что, где, когда
Обрабатывающие центры: что, где, когда... Часть 1
Обрабатывающие центры: что, где, когда... Часть 2
Желание приобрести для своего производства обрабатывающий центр (ОЦ), к сожалению, часто возникает у наших мебельщиков и деревообработчиков лишь из соображений престижа. Многие почему-то считают, что наличие ОЦ в составе парка оборудования является признаком высокого технического уровня предприятия, хотя это часто не так и те же операции при серийном выпуске продукции эффективнее производить на специализированном оборудовании.
Другое дело, если речь идет о классическом единичном производстве, в котором номенклатура и конструкция изделий изменяются постоянно, что приводит к необходимости частой перенастройки станков и изготовления различных специальных дополнительных приспособлений, например, ложементов для закрепления заготовок при обработке или копиров-шаблонов. В этом случае использование обрабатывающего центра дает огромные преимущества.
Лукавые продавцы и беспечные клиенты
Беда в том, что многие владельцы наших предприятий имеют весьма ограниченные инвестиционные возможности. И по этой ли причине, или из-за недостатка знаний при рассмотрении предложения на оборудование, как это ни обидно, они сначала обращают внимание на картинку, а затем переводят свой взор в конец документа, чтобы узнать, сколько эта «красота» стоит. Серединная часть документации таких хозяйственников почему-то не интересует. Читать описание станка, разбираться в составе его агрегатов, рассматривать технические характеристики и определять технологические возможности? Этим они себя не утруждают, рассуждая примерно так: изготовитель центра существует не первый год, его станки уже работают где-то − будут работать и у нас. В лучшем случае высказывается пожелание увидеть такой центр в работе.
При этом подобные покупатели ОЦ забывают или просто не знают, что стоимость обрабатывающего центра напрямую зависит от его оснащения: цена базового станка может просто раствориться в стоимости разнообразных дополнительных агрегатов и приспособлений.
Хорошо зная психологию беспечных клиентов, продавцы оборудования лукавят, стараясь сначала предложить станок именно в базовой версии или имеющий лишь самые простые дополнения. Для них важно не отпугнуть сразу потенциального покупателя станка высокой ценой. Цену можно повышать постепенно, предлагая в дальнейшем расширить возможности оборудования.
Поэтому при приобретении обрабатывающего центра следует прежде всего четко определить его место в технологической цепочке, понимать, какие именно детали он должен будет обрабатывать и какой должна быть его производительность.
Лишь после этого можно выбирать тип станка и его оснащение, обязательно глядя в имеющийся у каждого продавца список оснастки, предлагаемый изготовителем, и только тогда окончательно выяснится цена оборудования.
Забытый инструмент
Тот, кто хоть раз покупал обрабатывающие центры, знает, что любой из них может быть оснащен магазином инструмента емкостью от 2 до 24 и более мест. Но ещё ни один продавец ОЦ не предлагал купить набор дереворежущего инструмента вместе со станком.
Объясняется это просто: покупатель почти никогда не знает точно, какой именно инструмент ему нужен, а продавец опасается, что, если отпустить клиента за уточнением, сделка может сорваться. Ему обычно предлагают обратиться в какую-нибудь другую фирму, специализирующуюся на поставке дереворежущего инструмента, но делают это только после совершения сделки. И здесь тоже есть множество тонкостей. К примеру, если покупатель хочет приобрести концевую фрезу с напайками из сверхтвердых материалов («алмазную»), он точно так же старается выбрать ту, которая при требуемых размерах имеет наименьшую стоимость. Но дело в том, что более дорогая фреза может быть оснащена толстыми режущими пластинами, из-за чего допускает, например, до восьми переточек, а дешевая − тонкими, дающими возможность переточить её только четыре раза (при тех же свойствах «алмаза»). Если подсчитать, то окажется, что дорогая значительно дешевле.
Другой нюанс. Установка дереворежущего инструмента − и концевого, и насадного − в шпиндель обрабатывающего центра производится только с использованием зажимных патронов, имеющих крепление типа ISO или HSK (Hohl Spalt Kegel − нем. «полый усеченный конус»). Зажимая инструмент в патроне, можно вдвинуть его на разную глубину. Кроме того, после переточки он становится короче. Поэтому размер от базы патрона до кончика фрезы или сверла должен быть замерен точно и сообщен системе ЧПУ − иначе размер обработки по оси Z никогда не будет выдерживаться.
Поэтому инструмент со всей тщательностью устанавливается в патрон заранее и не вынимается из него, пока не затупится. А это требует наличия патронов, не только размещенных в магазине, но и дополнительных, запасных. Число их может доходить до нескольких десятков. Если учесть, что цена одного патрона 150−200 евро, то можно понять, насколько чувствительно такое приобретение для производства. Именно поэтому продавец обрабатывающего центра даже и не заговаривает о дереворежущем инструменте, а тем более − о зажимных патронах для его крепления.
Адаптерные агрегаты

б)

а)

г)
в)

е)
д)

з)

ж)

к)

и)
Рис. 1. Некоторые из адаптерных агрегатов обрабатывающих центров
Это название агрегатов, приспосабливающих вертикальный фрезерный шпиндель обрабатывающего центра для других видов обработки, появилось как калька с немецкого Adapter (от лат. adaptare − приспосабливать) aggregatе. Их использование существенно расширяет технологические возможности любого станка. но наш покупатель из-за высокой цены этих устройств об их приобретении в большинстве случаев даже не задумывается.
На сегодня существует более 10 типов таких агрегатов. Все они предназначены для размещения в магазине обрабатывающего центра и закрепления в его шпинделе посредством систем ISO (по международным стандартам ISO 30 и ISO 40) или HSK. Каждый из них предназначен для решения задач, которые невозможно выполнить с использованием одного лишь основного фрезерного шпинделя обрабатывающего центра или других шпинделей, установленных на его суппорте.
Агрегат для фрезерования под углом к пласти (рис. 1, а). Предназначен для создания наклонных пазов или отверстий в кромке или пласти заготовки под углом к ним. Оснащается концевой фрезой или сверлом. Предварительная настройка на заданный угол в вертикальной плоскости производится вручную. При наличии в станке возможности управляемого поворота инструмента вокруг вертикальной оси (оси С) позволяет сверлить отверстия под любым углом. Используется, например, для выборки пазов в наклоненной кромке щитовой детали, присоединяемой к другой под углом, отличным от прямого, или при сверлении отверстий под балясины в поручнях лестниц.
Агрегат для пиления под углом к пласти. Предназначен для выполнения наклонных сквозных резов или пазов в пласти или кромке заготовки. Оснащается круглой пилой. Предварительная настройка наклона пилы на заданный угол производится вручную. При наличии в станке возможности поворота инструмента вокруг вертикальной оси (оси С) позволяет выполнять наклонные резы в любых направлениях. Используется, например, для создания скоса на кромке щитовой детали или для выборки клиновидных пазов для сборки изделий методом складывания (фолдинга), часто применяемым при изготовлении звуковых колонок.
Рисунки смотрите в PDF-версии журнала
Агрегат крестовой для сверления отверстий в кромках заготовок (рис. 1, б). Оснащен четырьмя горизонтальными вращающимися одновременно шпинделями для зажима концевых фрез или сверл, расположенными попарно перпендикулярно друг к другу. При наличии в станке возможности поворота инструмента вокруг вертикальной оси (оси С) позволяет сверлить отверстия и делать выборку сквозных и несквозных пазов в кромках заготовок в любых направлениях, включая пазование непрямолинейных кромок. Учитывая, что многие обрабатывающие центры оснащены двумя, реже − тремя шпинделями для сверления горизонтальных отверстий в направлении оси Х, является необходимым дополнением к любому обрабатывающему центру.
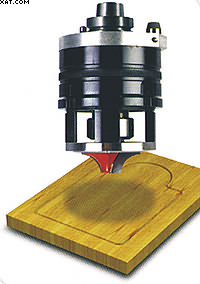
Агрегат вертикальный фрезерный с кольцевым устройством для копирования поверхности пласти заготовки (рис. 1, в). оснащен кольцевым копиром, постоянно ощупывающим обрабатываемую поверхность, относительно которого настраивается вылет торцовой концевой фрезы. Служит для фрезерования калевок и галтелей строго заданной глубины, а также для фрезерования по пласти участков поверхности большого размера точно на заданную глубину. С помощью такого агрегата можно, например, выбрать на пласти заготовки, облицованной декоративным бумажно-слоистым пластиком, участок заданной формы, а затем вклеить в него строго заподлицо лист пластика той же формы, обработанный на этом же станке. В результате появляется возможность выполнять разнообразное декорирование поверхностей фасадов офисной и кухонной мебели, используя обычные однотонные пластики разных цветов.
Агрегат вертикальный фрезерный с устройством для копирования поверхности пласти заготовки (рис. 1, г). оснащен копиром, постоянно ощупывающим пласть заготовки, относительно которого настраивается вылет профильной концевой фрезы. Служит для фрезерования профиля кромки. Копирование поверхности пласти исключает образование на ней характерной ступеньки или неравномерности линии перехода между пластью и профилем кромки, возникающих из-за разнотолщинности обрабатываемого материала.
Агрегат для сверления отверстий и выборки пазов с нижней стороны заготовки (рис. 1, д). оснащается концевой фрезой или сверлом. Служит, например, для выборки сквозных и несквозных пазов под задний полик, отверстий под чашку четырехшарнирной петли и т. д. − снизу, в непосредственной близости от краев заготовки, когда основная обработка производится с её верхней стороны. Использование агрегата часто исключает необходимость перебазирования заготовки для её обработки с другой стороны.
Агрегат для пиления по пласти, сверления и выборки пазов в кромке (рис. 1, е). оснащается круглой пилой и концевой фрезой или сверлом, установленными на одной оси и вращающимися одновременно. Применяется, как правило, в обрабатывающих центрах, имеющих возможность поворота инструмента вокруг вертикальной оси (оси С), пила основного суппорта которых выполняет резы только по оси Х. Обеспечивает пиление заготовок (раскрой и обрезку) под любыми углами к оси Х, сверление отверстий и выборку пазов в кромках заготовок под любыми углами. Эффективен, например, для предварительной обрезки углов прямоугольных заготовок при последующем формировании деталей сложной непрямоугольной формы. Окончательное фрезерование выполняется концевыми фрезами, у которых малый диаметр и нет вставных лезвий. А у сборных − со сменными вставными лезвиями − больший диаметр, и обработка ими, в особенности, профильных кромок − эффективнее, чем концевыми фрезами.
Агрегат для формирования прямых углов у проемов щитовых заготовок после их выборки концевой фрезой (рис. 1, ж). Оснащен цилиндрической насадной фрезой с горизонтальной осью вращения, диаметр которой больше, чем ширина корпуса агрегата. Фреза совершает вертикальное движение в зоне угла проема и спрямляет его, удаляя радиусный участок материала заготовки, оставшийся после её обработки концевой фрезой.
Агрегат для сверления и выборки пазов на кромке (рис. 1, з). оснащается концевой фрезой или сверлом. Используется для выборки пазов или сверления горизонтальных отверстий в кромках заготовок. Может применяться, например, для выборки пазов под врезной замок в полотнах дверей. При наличии в станке возможности поворота инструмента вокруг вертикальной оси (оси С) позволяет сверлить и делать выборку пазов в любых направлениях в горизонтальной плоскости.
Агрегат для фрезерования заготовок по пласти (рис. 1, и). Имеет шпиндель с горизонтальной осью вращения, оснащаемый цельной или составной насадной фрезой, обеспечивающей плоское или профильное фрезерование пласти заготовки. Используется, например, для фрезерования плоскостных участков рельефа дверей фасадов мебели − там, где фрезерование концевым инструментом не обеспечивает высокого качества обработки.
Агрегат для сверления отверстий под установку четырехшарнирной петли и её ответной планки (рис. 1, к). Расположение шпинделей для закрепления сверел в агрегате выбирается при его заказе, в соответствии с конструкцией петли конкретного изготовителя (напр. Hettich, Häfele, Salice и др.).
Агрегат для выборки пазов и сверления отверстий в кромках заготовок. Оснащается концевыми фрезами или сверлами. позволяет сверление и выборку пазов в горизонтальной плоскости, в любых направлениях. Применяется, как правило, в обрабатывающих центрах, имеющих возможность поворота инструмента вокруг вертикальной оси (оси координат С).
Существуют и адаптерные агрегаты других конструкций. Все они способны обеспечить вращение дереворежущего инструмента с бесступенчато-регулируемой скоростью основного шпинделя станка (от 0 до 18 или 24 тыс. об./мин) без значительной потери мощности. Это и определяет их довольно высокую стоимость (до 3 тыс. евро). Но применение адаптерных агрегатов в ряде случаев дает возможность резко уменьшить количество перебазирований обрабатываемой заготовки, что позволяет увеличить производительность оборудования, повысить точность и качество обработки и даже отказаться от использования некоторых отдельных станков. Поэтому выбор того или иного адаптерного агрегата должен производиться индивидуально, в зависимости от потребностей конкретного производства.
Пятая ось

Рис. 2. Соединительный элемент поручня лестницы,
обрабатываемый на станке с одновременным
управлением перемещением инструмента по пяти
пространственным координатам
")
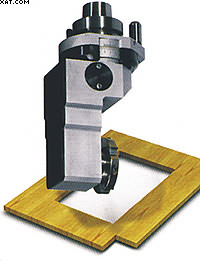
Рис. 3. Съемный агрегат обрабатывающего центра,
обеспечивающий поворот инструмента относительно
пятой оси (оси В)
В последние годы у наших потребителей появился интерес к приобретению обрабатывающих центров, конструкция и система ЧПУ которых позволяют управлять перемещением дереворежущего инструмента, установленного в основном шпинделе, одновременно по пяти пространственным координатам.
Стоит заметить, что в деревообработке и мебельном производстве существует очень мало деталей, требующих обработки с изменением положения инструмента одновременно в пяти координатах. Недаром все изготовители подобных обрабатывающих центров демонстрируют обработку ими всего лишь одной из деталей − соединительного элемента поручня деревянной лестницы (рис. 2).
Поэтому, прежде чем принять решение, каждый покупатель должен сначала определиться, будут ли востребованы все технологические возможности «пятикоординатного» центра, за которые придется заплатить немалые деньги.
Ведь такой центр предназначен в первую очередь для обработки брусковых заготовок, для чего он оснащается автоматически перенастраиваемыми клеммными зажимами различной конструкции. Для обработки щитовых заготовок они обычно требуют замены на вакуум-присоски, что ещё больше увеличивает стоимость станка.
для фрезерования рельефа на щитовых деталях, имеющих изгиб по пласти, такой центр, конечно же, незаменим, но будет ли полной его загрузка на данном предприятии? Может быть, лучше найти тех, у кого такой станок уже есть, и получать от них уже готовые детали? Впрочем, есть и другая возможность: выбрать обрабатывающий центр, в котором агрегат с «пятой осью» является съемным (рис. 3), устанавливается автоматически только при необходимости, а в остальное время станок работает как «четырехкоординатный»! При этом, чем меньше масса суппорта, тем меньше износ направляющих и приводов и больше долговечность всего станка.
Удачного выбора!
Если бы удалось вызвать на откровенность кого-нибудь из производителей обрабатывающих центров, то любой из них наверняка сказал бы, что его станок принципиально не отличается от того оборудования, которое выпускают другие производители. Конечно, если сравнивать с продукцией конкурентов, отметит он, его оборудование лучше. Но ведь похожие слова скажет и конкурент − в принципе, все станки, имеющие одинаковое назначение, сегодня построены по одной и той же схеме, на основе одних комплектующих, которые зачастую выпускают всего лишь два-три изготовителя в мире. Важно понимать также, что ни один изготовитель и продавец, зная свой уровень рентабельности, в условиях жесткой конкуренции не станет чрезмерно завышать цену предлагаемого товара.
Поэтому при поиске оборудования, имеющего наименьшую цену, следует сравнивать между собой станки только с одинаковыми техническими характеристиками и оснащением. В противном случае станок, кажущийся на первый взгляд дешевым, может оказаться самым дорогим!
Сергей НИКИТИН,
компания «МедиаТехнологии»,
по заказу журнала «ЛесПромИнформ»









