Двери мебельных фасадов
Слово «фасад» пришло в русский язык из французского. В свою очередь, французское façade произошло от итальянских facciata и faccia, означающих лицо. В архитектуре фасадом (лицом) называется любая наружная сторона здфания или сооружения. Мебель относится к малым архитектурным формам, и термин «фасад» применим и к ней.
Только вот термин этот зачастую используется у нас совершенно неверно. Многие отечественные производители мебели почему-то считают, что фасад – это всего лишь двери, которые закрывают собой внутренний объем какого-то корпусного изделия.
Фасады мебели и их элементы
К фасаду относятся все его видимые элементы, включая карнизы, цоколи, колонны и полуколонны, лизены, различного рода декоративные накладки, лицевые стенки выдвижных ящиков, декоративные балюстрады и тому подобное, а также видимые кромки самого корпуса и его ниши с внутренним оформлением и наполнением. У боковых фасадов корпусной мебели в большинстве случаев вообще не бывает дверей – только боковые стенки. И лишь у некоторых предметов старинной мебели, например кабинетных шкафов и канцелярских столов, иногда на боковых фасадах можно видеть лицевые стенки выдвижных ящиков.
Но если все же максимально сузить понятие фасада до комплекта деталей, навешиваемых на лицевую поверхность корпуса современной мебели, то можно рассматривать следующие: двери с вертикальной осью поворота (глухие и остекленные); двери изогнутые для угловых корпусных изделий мебели (глухие и остекленные); двери с горизонтальной осью поворота; лицевые стенки выдвижных ящиков; вертикальные и горизонтальные декоративные накладки; лицевые стенки цоколей; карнизы; подзоры; декоративные балюстрады.
Конечно, состав элементов в комплекте фасада напрямую зависит от стилистического решения изделия или набора мебели. По сложности он может не уступать изделиям, изготовленным в XIX веке, или состоять только из плоских прямоугольных дверей, как это было модно в середине 1960-х годов.
Фасады могут быть классифицированы по многочисленным характерным признакам, например стилю или конструкции. при этом именно двери всегда являются основным элементом, определяющим стилевое решение и конструкцию всех остальных элементов. Для изготовителя мебели наиболее предпочтительна классификация (в первую очередь дверей) по конструктивно-технологическому признаку, так как она позволяет упростить понимание технологии производства фасада того или иного вида и оценить состав оборудования, необходимого для его изготовления.
В упрощенной классификации (рис. 1) двери мебели могут быть подразделены на щитовые (цельные), состоящие, по сути, из одной детали, и сборные, рамочно-филенчатой конструкции, включающие в себя рамку и филенку, которая с технологической точки зрения равнозначна цельной двери.
Цельные двери мебельных фасадов
Простейшим элементом фасада являются плоские цельные двери, полученные путем раскроя на детали полноформатных древесно-волокнистых или древесно-стружечных плит, облицованных разными способами, с последующим облицовыванием их кромок по периметру. В таких дверях довольно широко используются способы облицовывания взаимно параллельных вертикальных или горизонтальных кромок методом «софтформинг».
Плоские фасады, облицованные декоративным бумажно-слоистым пластиком или натуральным шпоном, изготавливаются по более сложной технологии: детали из предварительно раскроенных плит облицовываются, после чего их обрезают по формату под заданный размер, а затем выполняется облицовывание кромок, в том числе и методом «постформинг».
При изготовлении плоских дверей из массивной древесины используется такая технология: щит, склеенный по ширине из отдельных брусков, заранее подобранных по текстуре, шлифуется по пластям и кромкам, на его ребрах формируются закругления или фаски, после чего выполняется отделка.
Плоские фасады используются, как правило, при изготовлении недорогой мебели или там, где действуют повышенные требования к гигиеничности мебели, например, для школ, медицинских учреждений и т. п.
Декорирование плоскостей дверей

Декорирование путем сложного пространственного фрезерования
с последующей отделкой поверхности
Улучшение внешнего вида цельных дверей достигается за счет их декорирования путем использования разнообразных линейных и плоскостных декоров, закрепляемых на лицевой пласти двери.
Другой способ декорирования фасадов – фрезерование на пласти заглубленных линейных рисунков или фигурных пазов, формирующих рельеф, в том числе и имитирующих фасад рамочно-филенчатой конструкции. Такое фрезерование неминуемо приводит к вскрытию материала, находящегося под облицовкой, а облицевать фигурную поверхность этого паза невозможно. Поэтому можно выполнять глубокое фрезерование только тех деталей, материал которых имеет хороший внешний вид и структуру и может подвергаться отделке, таких, например, как детали из массивной древесины или MDF. Одним из вариантов такого декорирования является фрезерование заготовки двери по контуру и формирование по ее периметру фигурного паза, имитирующего фигарею филенки, с последующим облицовыванием ее пластей и кромок натуральным шпоном или пленками, а также сплошной укрывистой отделкой различными эмалями.
Но такая имитация фасадов рамочно-филенчатой конструкции визуально недостоверна, так как направление текстуры на участках, изображающих горизонтальные бруски рамки, становится поперечным, а на брусках, составляющих настоящую сборную рамку, оно должно быть продольным.
Поэтому с целью экономии массивной древесины разработана конструкция комбинированных цельных фасадов, основой которых являются прирезанные в размер заготовки из плитных материалов (ДСП или MDF). В этих заготовках в местах последующего фрезерования паза, имитирующего фигарею, вклеиваются бруски из массивной древесины, сошлифовываемые заподлицо с поверхностью плиты-основы. Затем кромки этих заготовок по всему периметру облицовываются рейкой из массива. Одновременно выполняется фигурный набор лицевой «рубашки» из натурального шпона, в которой расположение делянок имитирует положение брусков в рамке и филенке двери из массива. Размер рубашки должен строго соответствовать габаритному размеру за-готовки из плитного материала, полученному после облицовывания кромок. Затем на обе пласти заготовки наносится клей, лицевая «рубашка» точно совмещается с этой заготовкой, снизу подкладывается «рубашка» для оборотной стороны, и весь пакет помещается в пресс. После двухстороннего облицовывания заготовки шпоном на трехкоординатном обрабатывающем центре по ее лицевой пласти выполняется фрезерование замкнутого фигурного паза (рис. 2). В результате достигается высокая степень схожести внешнего вида изделия с внешним видом составного фасада рамочно-филенчатой конструкции, в котором направление текстуры шпона соответствует расположению брусков в рамке.
Есть еще один способ декорирования плоских фасадов из ДСП – путем фрезерования одной-двух параллельных или взаимно перпендикулярных прямых, профильных в сечении углублений по пласти детали вдоль ее кромок или в середине. Затем эти углубления по всей длине облицовываются гибким пластиком, подобным кромочному, с использованием клея-расплава. Применение такого способа дает очень хороший зрительный эффект. Но владельцем патента на этот способ является фирма, уже изготавливающая такие фасады, поэтому немецкая компания IMA, разработавшая оборудование для реализации описанного способа, не имеет права изготавливать соответствующие станки по заказам других производителей мебели.
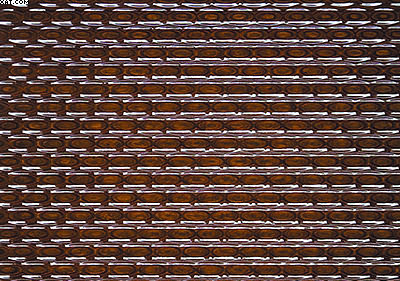
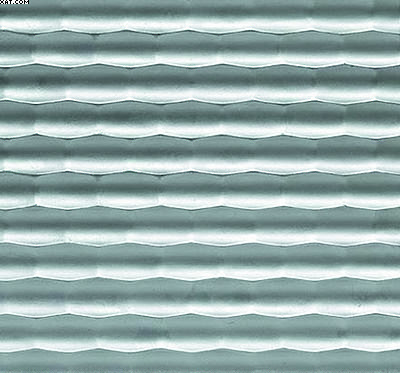
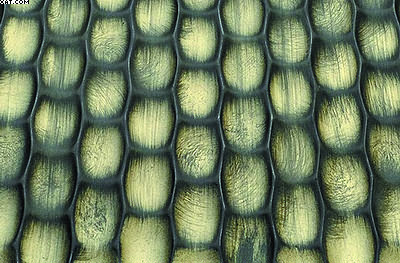
Не так давно была разработана еще одна технология декорирования лицевой поверхности дверей фасадов, которая заключается в том, что по их пласти за неопределенно большое количество проходов профильными фрезами, которые перемещаются в соответствии с заданной программой, по нескольким повторяющимся, заранее рассчитанным траекториям выполняется фрезерование. В результате на поверхности образуется сложный абстрактный рисунок из чередующихся выступов и углублений (рис. 3). Декоративный эффект рисунка значительно усиливается при использовании слоистых материалов, слои которых окрашены в разные цвета.
Рамочно-филенчатые двери мебельных фасадов
Двери рамочно-филенчатой конструкции состоят из рамки и вставленных в нее филенок. Для конструкции фасада важен способ их установки: в паз (шпунт) или в четверть, с креплением штапиками. Использование штапиков повышает материалоемкость и трудоемкость изделия, но позволяет в ряде случаев заменять филенки у потребителя при изменении конструкции фасада, а также устанавливать или заменять стекла в случае их повреждения. Кроме того, если филенка, изготовленная из клееного щита, вставляется в пазы на рамке, то существует риск, что после отделки они склеятся за счет попадания лака в щели. А это при увеличении и уменьшении размеров деталей из-за изменения влажности воздуха приводит к растрескиванию вдоль волокон филенки из массивной древесины. Филенки, изготовленные из плитных материалов, облицованных натуральным шпоном, не растрескиваются.
Важен и способ скрепления деталей рамки: деталей из массива – на контрпрофиль, закрытый шип или вставные круглые шипы (шканты); деталей из облицованного погонажного профиля – в основном на ус (из-за трудности заделки его открытых торцов). Соединения на ус в рамках фасадов обычно выполняются с использованием шкантов или плоских овальных шпонок. Иногда применяются шпонки типа «сдвоенный ласточкин хвост» и металлические стяжки.
Изогнутые щитовые детали мебельных фасадов
Существует несколько способов получения щитовых деталей, изогнутых в одном направлении: склеиванием из брусков трапециевидного сечения; склеиванием из прямоугольных брусков и листов клееной фанеры; гнутьем из тонких листов шпона или плитных материалов (ДВП, MDF); путем создания рамочной конструкции с двумя изогнутыми брусками, выпиленными из массива древесины; склеиванием из двух гнутопропильных заготовок (с множественными параллельными пропилами).
Технология их изготовления склеиванием из брусков трапециевидного сечения (рис. 4а) включает операции фрезерования исходных брусковых заготовок с четырех сторон, их раскрой на заданную длину, нанесение клея на кромки, склеивание в вайме и обрезку заготовки на заданную длину.
При склеивании изогнутых заготовок из прямоугольных брусков и листов клееной фанеры (рис. 4б) производится фрезерование брусков по пластям на заданную толщину, раскрой по длине, раскрой клееной фанеры, нанесение клея на пласти брусков, сборка пакета и его прессование в вайме, пакетном или обогреваемом прессе с использованием пресс-форм, после чего производится обрезка детали по формату. Недостаток способа в сложности последующего облицовывания торцевых кромок, имеющих пустоты.
При получении изогнутых заготовок дверей гнутьем из тонких листов шпона или плитных материалов – ДВП или MDF (рис. 4в) производится раскрой этих листовых материалов на заданный формат, нанесение клея, сборка пакета, его сжатие и выдержка в вайме, пакетном или горячем прессе с использованием пресс-формы. После склеивания заготовки из нескольких листов шпона по толщине и окончании выдержки может наблюдаться потеря ею заданной формы (коробление) из-за образования внутренних напряжений. Для предотвращения этого листы шпона во внутренних слоях склеиваемых пакетов могут разворачиваться относительно друг друга под углом до 15°. Но направление текстуры шпона в наружных слоях должно оставаться вертикальным. Разворот листов шпона требует соответственного увеличения припусков на последующую обработку.
Для создания заготовки изогнутой двери с внутренней рамкой (рис. 4г) из массива древесины или из клееного щита нужной толщины сначала выпиливаются два бруска, имеющих заданную изогнутую форму, после чего они фрезеруются для достижения точного радиуса кривизны и необходимой толщины. Затем они соединяются в рамку с двумя прямолинейными боковыми брусками – скобами, на шипах или шкантах. Одновременно в размер раскраиваются листы ДВП, MDF или клееной фанеры и на них наносится клей. После этого производится сборка склеиваемого пакета. При этом внутренним наполнением рамки может служить бумажное сотовое заполнение, бруски, витая стружка и т. п. Затем пакет склеивается способом, аналогичным предыдущим.
Изогнутые двери и бруски, получаемые их склеиванием из двух плитных заготовок с множественными параллельными пропилами (гнутопропильных), изготавливаются с использованием MDF, уже имеющей пропилы (рис. 4д). Такая плита поставляется почти каждым европейским изготовителем или пропиливается уже на предприятии, на станках для раскроя плит с прижимной балкой и программным управлением, обеспечивающих автоматическую подачу плиты с заданным шагом.
Дальнейшая обработка изогнутых дверей мебельных фасадов

Станок для выборки замкнутого паза на лицевой
поверхности неплоских дверей с постоянным
радиусом изгиба
Раскрой кратных заготовок и форматная обрезка деталей, полученных после склеивания, выполняются с использованием круглопильных станков и фрезерных станков с вертикальным шпинделем, оснащенных специальными поддерживающими ложементами.
Определенную проблему всегда представляет облицовывание непрямолинейных кромок таких деталей. Его делают вручную, наклеивая изогнутые заглушки, вырезанные из кромочного материала с предварительно нанесенным на него слоем клея-расплава или с прямым нанесением других клеев, которые отверждаются в простейших обогреваемых или холодных ваймах.
Изогнутые детали, в которых затем предполагается выборка калевок или глубокое фрезерование фигареи по контуру, должны изготавливаться из брусков трапециевидного сечения или выклеиваться из листов лущеного шпона толщиной 3–4 мм. При дальнейшей обработке неплоских деталей наибольшую проблему обычно представляет собой фрезерование широких неплоских участков поверхностей и выборка замкнутых калевок. Если у предприятия нет обрабатывающего центра с управлением перемещения обрабатывающего инструмента одновременно по пяти пространственным координатам, эти операции осуществляются с использованием ручных фрезеров, траектория движения которых задается накладными шаблонами. Если детали имеют постоянный радиус изгиба, то могут применяться и станки типа «АртМастер», выпускаемые одним из отечественных предприятий (фото 1).
Изогнутые детали шлифуются с использованием специальных вальцовых широколенточных станков или, при небольшой производительности, вручную, шлифовальными машинками, оснащенными лепестковыми абразивными барабанами.
Изготовители мебели, комплектующие изделия, изготавливаемые по заказу конкретного потребителя, одновременно большим количеством разнотипных фасадов (например, изготовители кухни), часто разделяют их в своих каталогах на разные ценовые группы: от простейших – щитовых, изготовленных на основе ламинированной древесно-стружечной плиты, до самых дорогих – рамочно-филенчатых, изготовленных, например, из массива дуба.
У фирмы, выпускающей, скажем, кухонную мебель, таких ценовых групп может быть более десяти, причем каждая включает до двадцати видов сходных фасадов, отличающихся текстурой и цветом.
Можно с уверенностью утверждать, что организация собственного производства комплектов деталей фасадов по технологии, отличающейся от производства корпуса, невыгодна ни одному мебельному предприятию. И наоборот, производство фасадных деталей, поставляемых изготовителям мебели в качестве полуфабриката, всегда будет эффективным бизнесом.
Владимир Коломийцев,
компания «МедиаТехнологии»,
по заказу журнала «ЛесПромИнформ»
компания «МедиаТехнологии»,
по заказу журнала «ЛесПромИнформ»
Автор: Владимир КОЛОМИЙЦЕВ









