Мифы и реальность ленточного пиления. Часть 1
Практическое руководство для тех, кто хочет получать максимальную прибыль
Много уже было написано различных статей о технологиях ленточного пиления. Но тем не менее поток писем с вопросами от наших читателей не иссякает. В основном их интересуют именно практические задачи, например, как правильно наладить процесс пиления. Поэтому наша редакция решила опубликовать серию статей, посвященных «ленточнопильным проблемам». Отвечать на ваши многочисленные вопросы будет коммерческий директор ООО «Вестрон-А» Валерий Юрбевич Бобов, который имеет более чем десятилетний опыт подготовки к работе узких ленточных пил шириной 30-60 мм, а также обладает решениями различных проблем, связанных с их применением и обслуживанием на пилорамах.
Самая сложная задача, которая стоит перед лесопильными предприятиями, – правильно выбрать пилу. Мы решили привести в этой статье краткий обзор типов ленточных пил, расположенных по мере возрастания соотношения «цена – качество». Наш своеобразный рейтинг составлен на основе усредненных данных, предоставленных владельцами нескольких сотен ленточных пилорам, использующих пилы шириной 32-60 мм. Данный обзор не претендует на звание абсолютной истины, но показывает тенденции, с которыми предприятия сталкиваются в ежедневной работе.
Все ленточные пилы можно разделить на два класса: во-первых, пилы, изготовленные из высококачественной углеродистой стали С75 или ее аналогов, а во-вторых – пилы из легированной, обладающей повышенной износостойкостью и сопротивляемостью к знакопеременным нагрузкам инструментальной стали D6A или ее аналогов.
Типы ленточных пил
Чтобы не расписывать все аналоги, в дальнейшем символы С75 и D6A будут обозначать только класс стали.
Ленточные пилы Constant hardness
- Сталь С75. Ленточная пила с равномерной твердостью, то есть тело и зуб имеют одинаковую твердость ≈ 40–45 HRC. Пила очень гибкая и выдерживает до 20 заточек, но при пилении режущие кромки зубьев пилы быстро затупляются. Максимальное количество распиленного пиловочника между заточками – 0,5–0,8 м . Применяется на пилорамах, дневная производительность которых не превышает распиловку 2-4 мі пиловочника. Работа идет на минимальных подачах – 6–10 м/мин. Производители: ГМЗ, Woodtec, Ro-Ma (Silver Sдge), Fenes, Pilana, Lenz, Krupp, «Техпром» (Lynx Special, Norma), Banholzer (banso), CARL RUNTGEN (CR-300) и др.
- Сталь D6A. Ленточная пила выдерживает до 25 заточек; по сравнению с пилами, изготовленными из стали С75, режущая кромка зубьев не так быстро затупляется. Максимальное количество распиленного пиловочника между заточками – 0,7–1,1 м Применяется на пилорамах, дневная производительность которых не превышает распиловку 4–6 м пиловочника. Работа ведется на средней подаче – 8–12 м/мин. Производители: Womako, «Техпром» (Lynx Premium), ИНТ (HSWM), Wood-Mizer (Professional).
Все ленточные пилы Constant hardness поставляются в двух вариантах:
• с насеченным (вырубленным) зубом;
• готовые к работе (заточенные и разведенные).
Ленточные пилы Flex back – hard edge

Рис. 1. а. Биметаллическая пила:
1 – быстрорез, 2 – тело пилы;
б. Пила с каленым зубом: 3 – слабая фиксация зуба;
4 – средняя фиксация зуба; 5 – сильная фиксация зуба
- Сталь С75. Ленточная пила с закаленным зубом ≈ 60–65 HRC и мягким телом ≈ 35–45 HRC. Тело нормальной гибкости, зуб фактически закален только на ≈ 1,5–2,5 мм. Далее видны только так называемые цвета побежалости, не влияющие на твердость зуба. Применяются три вида фиксации (высоты закаливаемой части) зуба в теле пилы: сильная, средняя и слабая (рис. 1б). Закаленная (износостойкая) часть составляет около ј от видимых цветов побежалости. При этом чем сильнее фиксация, тем лучше зуб держит развод и тем устойчивее пила работает в пропиле, но такой зуб легко ломается при попытке его переразвести. Используя свои технологии закалки тела и зуба, различные производители получают несколько отличные результаты по количеству возможных заточек и обеспечению пилою ровного пропила, без волны, при сложных условиях распиливания пиловочника (СУРП), таких как диаметр бревна больше 60 см, большое количество сучков, сухостой, подмороженная, мороженая древесина и др. Количество распиленного пиловочника между заточками – 1–2 м . Работа идет на средних подачах – 8–15 м/мин.
Из общего списка можно выделить двух производителей, ленточные пилы которых обладают некоторыми специфическими свойствами.
Ленточная пила Hakansson имеет очень гибкое тело. Зуб фрезерован, то есть более стабилен по своим свойствам и имеет жесткую закалку. Хорошо работает при сложных условиях распиливания пиловочника (СУРП). Требует очень аккуратной работы разводника, так как зубья очень хрупкие у основания, а поломка нескольких зубьев усложняет подготовку пилы и может привести к невозможности качественного распила. При надлежащей подготовке тело пилы без разрыва способно выдержать до 30 заточек. Ленточная пила Lenox имеет тело средней гибкости, зуб сильно фиксируется при разводе. Проблемы с зубьями такие же, как у ленточной пилы Hakansson. Пила очень хорошо ведет себя при СУРП, обеспечивая ровный пропил там, где другие пилы с каленым зубом могут образовывать волну. Производители: Ro-Ma (Silver Sдge), Fenes, Pilana, Lenz, Krupp, «Техпром» (Lynx Special, Norma, Flex back), Banholzer (banso), CARL RUNTGEN (CR-300), Wood-Mizer (SilverTip) и др.
 толщина; 2) ширина; 3) шаг зубьев пилы; 4) глубина впадины - высота зуба; 5) задний угол; 6) передний угол; 7) развод; 8) линия развода зуба")
Рис. 2. Основные параметры ленточной пилы:
1) толщина; 2) ширина; 3) шаг зубьев пилы;
4) глубина впадины – высота зуба; 5) задний угол;
6) передний угол; 7) развод; 8) линия развода зуба
- Сталь D6A. Ленточные пилы из стали D6A могут распиливать до заточки на 10–20% пиловочника больше, чем ленточные пилы из стали С75. Количество заточек ограничено длиной закаленной части зуба и составляет ≈ 10–15 раз, при качественной подготовке пилы – до 25 раз. Дополнительным плюсом пил, изготовленных из стали D6A, является лучшая устойчивость в пропиле при СУРП. Пилы данного типа производятся также с закаленной задней кромкой. Это в принципе должно было бы препятствовать неравномерному растяжению задней кромки ленточной пилы и обеспечивать ровный пропил при повышенной подаче на шкивах более 50 см, но чаще всего из-за неправильной подготовки пила покрывается микротрещинами и быстро рвется.
Производители: Pilana, Ro-Ma (Diamond), Womako, «Техпром» (Lynx Premium), Banholzer (banso Premium), Sandvik MULTISHIFT, CARL RUNTGEN (CR-400), ИНТ (HSWM), Wood-Mizer (DoubleHard).
Из общего списка производителей нужно отдельно поговорить о компании Uddeholm, которая не выпускает пилы, а производит только клейменое ленточное полотно, качество которого имеет более 10 градаций. В лучших образцах ленты используется сталь улучшенного качества и более точная геометрия, что позволяет увеличить ресурс пилы на 20–25 %. Пользуясь именем марки, некоторые не очень известные продавцы поставляют на рынок пилы, изготовленные из ленты среднего или низкого качества, но продают их по максимальной цене. Таким образом, под одним названием можно приобрести пилы совершенно разного качества.
Все ленточные пилы Flex back – Hard Edge поставляются готовыми к работе (заточенными и разведенными).
Ленточные пилы Hard back
Ленточная пила Simonds сделана из стали С75, имеет тело нормальной гибкости, но повышенной жесткости ≈ 45–50 HRC, зуб закален на Ѕ, до ≈ 65 HRC. При качественной подготовке позволяет работать на повышенных подачах – до 18 м/мин – и обеспечивать ровный пропил там, где все остальные типы пил могут образовывать волну.
Биметаллические ленточные пилы
Такие пилы состоят из двух материалов: тела из стали D6A с твердостью ≈ 40–45 HRC и приваренного лазером к концу зуба ≈ 1,5 мм быстрореза с твердостью ≈ 65 HRC. Быстрорез может быть различных марок, в основном М-2, М-42, «Матрикс», которые обеспечивают немного отличающуюся друг от друга износостойкость режущей кромки зуба. Лента проходит специальную обработку, нормализующую (выравнивающую) структуру стали по всей длине.
Работа на этих пилах разделяется на два этапа:
1. Работа с максимальной производительностью на подачах 15–20 м/мин, с качественной распиловкой при СУРП. Количество распиленного пиловочника между заточками – 2–5 м . Количество заточек – 7–10 раз. Работа идет на больших подачах – 15–20 м/мин.
2. Благодаря нормализации тело пилы становится настолько однородным, что приобретает дополнительные уникальные свойства. Ресурс режущей кромки увеличивается на 20–25 %, то есть между заточками пилой можно распиливать уже 1–1,5 м пиловочника. Количество возможных заточек – 45–50. Работа ведется на средних подачах – 8–12 м/мин.
Производители: BAHCO (SANDFLEX), Simonds, Morze, ARNTZ.
Примечание. Нормализация – это сложный многостадийный технологический процесс. Получаемая на выходе пила становится практически однородной по всей длине, то есть в ней остается минимальное количество концентраторов напряжений. В обычных пилах часто таких концентраторов остается много. При знакопеременных нагрузках в этих местах через определенное время возникают микротрещины, которые разрастаются в трещины, и пила рвется. Процесс нормализации при правильной подготовке пилы и настроенной пилораме увеличивает ресурс пилы в 2-3 раза.
Стилитированные ленточные пилы
Такие пилы, хотя и существуют, но не находят применения из-за слишком большой цены – примерно в 7-10 раз больше цены на пилы с каленым зубом.
Факторы, влияющие на ресурс ленточной пилы
Толщина пилы:
• 0,9 мм – ленточная пила хорошо работает на любых шкивах. Имеет на 20–25% увеличенный ресурс по сравнению с пилами большей толщины. Оптимальна для ленточно-делительных станков. Ограничение: при распиливании пиловочника работа ведется на малых подачах, обычно в летнее время и на диаметрах менее 40 см. Из-за малой жесткости тела легко может образовывать волну при СУРП.
• 1,0-1,07 мм – оптимальная толщина для распиливания любого пиловочника круглый год. Работа ведется в основном на средних подачах. Ограничение: быстро рвется на шкивах диаметром меньше 47 см.
• Более 1,07 мм – хорошо распиливает пиловочник больших диаметров и при СУРП. Работа ведется на средних и больших подачах. Ограничение: быстро рвется на шкивах диаметром менее 55 см и при некачественной подготовке пилы.
Ширина пилы:
• 32-35 мм – оптимальна по соотношению «цена – качество». Пилы хорошо работают на средних подачах с любым пиловочником круглый год. При СУРП и диаметре пиловочника больше 60 см иногда приходится уменьшать подачу.
• 38-41 мм – небольшое увеличение жесткости иногда помогает при СУРП и распиливании пиловочника диаметром больше 60 см, но чаще цена пилы не соответствует получаемому результату.
• 50-54 мм – хорошо работает при СУРП и распиливании пиловочника диаметром больше 60 см, обеспечивая высокое качество получаемого пиломатериала при высоких подачах. Быстро рвется на шкивах диаметром менее 55 см и при некачественной подготовке пилы.
Примечание. Биметаллические пилы шириной 34-35 мм работают практически так же, как и пилы с каленым зубом шириной 50-54 мм, но на шкивах до 47 см.
Спинка ленточной пилы
 Классический Wood-Mizer; б) Дополнительный профиль")
Рис. 3.
а) Классический Wood-Mizer; б) Дополнительный профиль
Спинка ленточной пилы должна быть округлена, так как это способствует снятию полученных во время резки ленты заусениц и связанных с ними концентраторами внутренних напряжений. Сам процесс округления дополнительно улучшает прямолинейность ленты, исключая колебания по ширине, что позволяет обеспечить более точную вырубку зубьев. Из-за отсутствия острых кромок на спинке также увеличивается ресурс шкивов.
Шаг зубьев пилы:
• 19 мм – ленточная пила с таким шагом ведет себя более устойчиво при СУРП и диаметре пиловочника больше 60 см, так как большее количество зубьев одновременно участвует в процессе пиления. Требует большей мощности основного двигателя (не менее 11 кВт) и уменьшения подачи. В реальной работе встречается редко.
• 22 мм – ленточная пила имеет универсальный шаг, позволяющий ей работать с любым пиловочником круглый год.
• 25 мм – применяется на пилах шириной 50-54 мм. Позволяет работать на больших подачах, так как большая пазуха способна вынести за единицу времени большее количество опилок.
Форма зуба ленточной пилы

Рис. 4. Профили ленточных пил различных
производителей

Рис. 5. Совмещенные профили разных
производителей в натуральную величину
Еще в прошлом веке фирма Wood-Mizer провела ряд испытаний с целью выяснения оптимальных значений формы, углов и высоты зуба. Насколько нам известно, более таких испытаний никто не проводил. Полученные результаты легли в основу производства ленточных пил Wood-Mizer (WM) и фактически стали образцом для всех остальных производителей, изготавливающих свои пилы с минимальными изменениями от профиля WM.
На рис. 3а показан профиль WM. Помимо переднего и заднего углов он состоит из основного радиуса R1 и дополнительного R2. Профиль сделан по принципу крыла самолета, что обеспечивает ему наилучшую траекторию стекания стружки. Некоторые производители вместо увеличения глубины впадины делают основной радиус R1 почти прямой линией и для плавного соединения добавляют второй дополнительный радиус R3 (рис. 3б). Но при этом поток стружки на выходе раздваивается, что приводит при некоторых условиях пиления (большая подача, относительно большая стружка и др.) к ее скапливанию внутри впадины и спрессовыванию. Это способствует ускоренному разогреву пилы и потере устойчивости в пропиле.
Ниже мы приведем параметры пил WM. Любое отклонение от этих параметров приводит к ухудшению результата. Кто пытается доказать обратное, либо неверно замеряет реальные параметры своей ленточной пилы, либо руководствуется показаниями лимбов своих заточных и разводных станков, которые часто просто не соответствуют действительности.

Рис. 6. Совмещенные профили разных производителей в увеличенном масштабе
Глубина впадины – высота зуба
Многие думают, что чем меньше высота зуба, тем устойчивее ленточная пила будет работать при СУРП. Это частично верно только при неправильном разводе. Если развод зуба сделан не по прямой, а по радиусу, тогда зуб с меньшей высотой будет немного устойчивее вести себя в пропиле. Когда развод сделан правильно, минимальное изменение высоты зуба никак не сказывается на качестве пиления. На рис. 5 и 6 вы можете увидеть, как выглядят большое изменение площади впадины и малые изменения высоты зуба. Можно констатировать факт, что при прочих равных условиях изменение формы впадины влияет в основном только на количество выносимых за единицу времени опилок и практически не влияет на качество процесса пиления.
Задний угол
Изменение величины заднего угла тоже мало влияет на процесс пиления, так как при этом практически не меняется площадь отогнутой при разводе части зуба, которая испытывает максимальные отгибающие усилия при пилении (рис. 7). При этом лишь немного изменяется площадь впадины.


Рис. 7. Величины площади части зуба, отогнутой при разводе с разными значениями углов
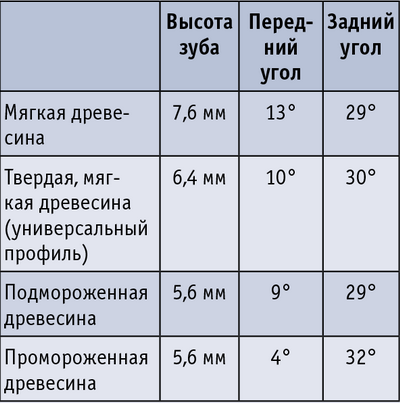
Передний угол
Величина переднего угла имеет принципиальное значение для качества процесса пиления. Как мы уже рассказывали выше, экспериментально был определен оптимальный угол 10°. При таком угле пила устойчиво распиливает древесину практически любой плотности и влажности.
А главное – при качественной заточке не образует волну при резком изменении плотности древесины, то есть на сучках. Увеличение переднего угла позволяет увеличить подачу при распиливании мягкой древесины, но при этом требует, для избежания волны, притормаживания на сучках.
Большие передние углы быстро притупляются, и поэтому пилы приходится чаще точить. При распиливании подмороженного или мороженого пиловочника для избежания волны требуется снижение подачи или уменьшение, максимум на 1-2°, переднего угла. При больших уменьшениях переднего угла потребуется сильное увеличение мощности подачи.
Реальное качество пиления конкретной ленточной пилы можно проверить, только произведя ее правильную заточку и разводку, что случается крайне редко. Как и на каком оборудовании сделать подготовку ленточной пилы к работе легко и правильно, будет рассказано в следующих статьях.
Многообразие ленточных пил
Нас часто спрашивают читатели, почему существует такое множество типов ленточных пил и их производителей. Почему нельзя найти две-три пилы с наилучшими характеристиками и всем использовать только их? Почему одни и те же пилы иногда пилят очень хорошо и долго, а иногда плохо и быстро рвутся?
Отвечая на эти вопросы, нужно сначала рассказать о двух способах производства ленточных пил: менее качественном и более качественном. В первом случае сначала делается заготовка, затем она прокатывается в рулон нужной толщины. После этого рулон режут на ленты необходимой ширины и уже в ленте вырубают или фрезеруют зубья необходимого профиля и шага. Так вот чем дальше от середины рулона берется полотно, тем большие напряжения остаются в теле ленты. По сути, из одного материала получается лента отличного, хорошего, среднего и плохого качества.
Во втором способе цикл изготовления рулона идет непрерывно, без промежуточной заготовки. Сначала выплавляется более толстая лента, а из нее сразу же прокатываются рулоны необходимой толщины. Остаточные напряжения здесь гораздо меньше, то есть лента получается отличного, хорошего и среднего качества.
Естественно, более известные производители пил используют ленту, полученную вторым способом. Менее известные стараются брать более дешевую ленту, полученную первым методом. Но вся проблема в том, что после того, как рулоны разрезаны на ленты, они уже никак не маркируются. Таким образом, никто, в том числе и производители ленточных пил, не знают, из ленты какого качества они делают пилу, так как этот параметр не входит ни в одно ТУ. Проверке подлежат только химсостав стали и точность геометрических размеров ленты, а в каком она состоянии – не знает никто.
В любом случае ленточные пилы известных производителей, за очень редким исключением, обычно вырабатывают свой средний ресурс, если их не провоцировать неправильной настройкой пилорамы и плохой заточкой. Состояние пилорамы и опытность рамщика также оказывают огромное влияние на качество распиловки. Пилорама настраивается под определенный тип пилы конкретного производителя.
Теперь, если на данную пилораму установить другую пилу, она может повести себя как угодно. При этом даже самая лучшая ленточная пила может показать не самые хорошие результаты. Многое зависит от натяжения пилы, ее расположения и скорости движения на шкивах и т. д. Но даже если с пилорамой все в порядке, ленточные пилы с различной фиксацией зуба в теле и с различной жесткостью самого тела для получения наилучшего результата требуют немного различной манеры пиления. Опытный машинист может это быстро почувствовать и подстроиться к новой пиле. Неопытному же все равно что рвать.
Так многие и ходят по кругу. Берут на пробу новый тип ленточной пилы. Не получают на ней устраивающего результата. Пытаются менять профиль и углы. Опять ничего хорошего не получают. Берут другой тип ленточной пилы и т. д. Поэтому на рынке в большей или меньшей степени всегда востребованы все типы ленточных пил и их производители.
Если вы действительно решили попробовать новую пилу, желательно сначала узнать все ее показатели, а лучше увидеть в работе, взять на пробу не менее 10 штук. Тогда, применив ее у себя и не получив устраивающих вас результатов, можно будет точно сказать, что виновата не пила, а пилорама или машинист.
Итак, можно подвести определенные итоги. Все, кто работает на ленточных пилах типа Constant hardness и распиливает только официально приобретенный пиловочник, балансируют на грани себестоимости, так как большую часть времени пильная голова простаивает или работает очень медленно, то есть не приносит прибыль.
Технические ухищрения производителей ленточных пил Flex back – Hard Edge, Hard Back, позволяющие по-разному фиксировать зуб в теле и производить закалку самого тела пилы, сказываются только при не очень качественной подготовке пилы к работе. Ленточные пилы с более сильной фиксацией зуба в теле дольше не начинают волнить, но при этом их можно перетачивать меньшее количество раз. При наличии СУРП пилы с менее гибким и более жестким телом будут дольше обеспечивать ровный пропил, но опять же перетачивать их можно будет меньшее количество раз. Пила Simonds дает в этом ряду наибольшие возможности. Она будет пилить там, где другие типы пил могут сразу дать волну. Правда, делать это она будет не очень долго и может быстро порваться. Это часто расслабляет заточников. Они всегда могут сказать, что Simonds пилит, а другие типы просто не годятся. На самом деле это не так. При нормальной подготовке все ленточные пилы Flex back – Hard Edge, Hard Back – пилят примерно одинаково, так как имеют одинаковую твердость режущей кромки. Владелец пилорамы должен сам решить, использовать ли пилу Simonds на ≈ 30-40 % ее потенциальных возможностей или же привести в порядок свой участок подготовки пил, настроить как положено пилораму и использовать любой тип пил на 100 %.
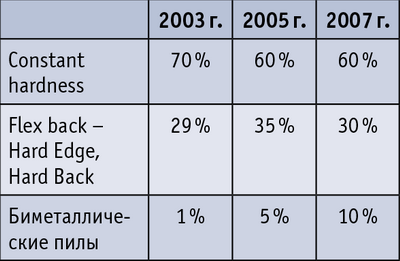
Биметаллические ленточные пилы при условии качественной подготовки сейчас показывают наилучший результат по соотношению «цена – качество». Еще два-три года назад их практически никто не применял. Но сейчас цена на эти пилы практически сравнялась с ценой пил с каленым зубом. Также появились относительно недорогие станки для качественной подготовки пил к работе, которые позволяют по максимуму использовать их ресурс. Все это позволяет данному типу ленточных пил быстро увеличивать свое присутствие на рынке, постепенно вытесняя пилы с каленым зубом.
По данным продавцов ленточных пил и по частным наблюдениям, можно привести следующую статистику продаж в России по разным типам лент.
Предположим, вы приобрели ленточную пилораму. Затратили на это большую или не очень большую сумму денег. Привезли на место, установили, отладили. Теперь надо только пилить древесину с максимально возможными производительностью и качеством, что уже будет зависеть только оттого, насколько правильно вы ежедневно будете готовить пилу. А это как раз и оказывается самым сложным. Не зря в народе говорят: «Чтобы хорошо готовить пилу, заточником надо родиться». И это действительно так, потому что для качественной подготовки ленточной пилы на обычных станках бесполезно смотреть на лимбы, пилу можно только чувствовать, что умеют очень немногие. Отсюда и идут постоянные разговоры о том, как сложно готовить ленточные пилы. На самом деле не надо искать суперзаточника. Надо просто сразу с пилорамой приобретать хорошие станки для качественной ежедневной подготовки пилы к работе. И тогда от любого типа пилы можно получать максимальный результат, а также видеть и реально оценивать возможности своей пилорамы.
Немецкие производители ленточных пил, с которыми нам приходилось общаться, всегда удивлялись таким большим объемам потребления в России пил типа Constant hardness. Во все другие страны они этот тип пилы практически не поставляют. А все объясняется очень просто. Там каждый считает свои деньги и готовит пилы либо в специализированном сервисном центре, либо на своем, но качественном оборудовании. А у нас всегда все стараются взять подешевле. Но скупой, как известно, всегда платит дважды.
В данном обзоре не рассматриваются российские умельцы, способные из любого типа ленточной пилы выжать максимальный результат, который может сильно отличаться от среднего. Не рассматриваются и те, кто говорит, что ленточными пилами работать невозможно, и рвет любой тип пилы практически сразу. Мы показали средние результаты, получаемые на обычных пилорамах.
Я надеюсь на отклик всех, кто считает себя специалистом в этой сфере. Напишите в редакцию, и мы обсудим ваше мнение на страницах журнала «ЛесПромИнформ».
Валерий БОБОВ
Статьи из цикла «Мифы и реальность ленточного пиления»:
Мифы и реальность ленточного пиления. Часть 1
Мифы и реальность ленточного пиления. Часть 2.1. Способ заточки ленточных пил на все времена
Мифы и реальность ленточного пиления. Часть 2.2. Способ заточки ленточных пил на все времена
Мифы и реальность ленточного пиления. Часть 3.1
Мифы и реальность ленточного пиления. Часть 3.2
Мифы и реальность ленточного пиления. Часть 4.1









